Önemli Noktalar
– Kök neden analizi genellikle “Proses-Kalıp-Malzeme” üçgenine işaret eder; ayarlamalar her seferinde yalnızca bir değişkene odaklanarak yapılmalıdır.
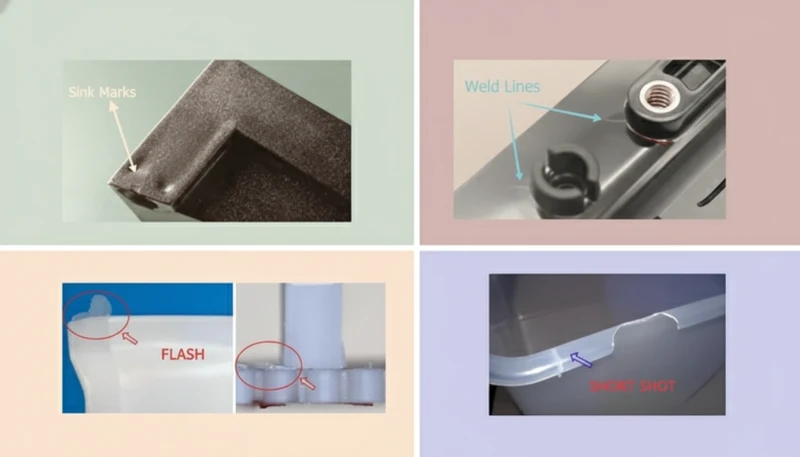
– Çapak genellikle sıkıştırma kuvveti veya kalıp düzenlemesi sorunudur, çökme izleri ise kalın bölgelerdeki termal büzülmeden kaynaklanır.
– Bükülme, eşit olmayan soğuma veya lif yönlenmesi nedeniyle meydana gelen farklılıkla oluşan büzülmeden kaynaklanır.
– Kısa döküm akıştaki tereddütü gösterir ve genellikle havalandırma iyileştirmeleri veya sıcaklık artışına ihtiyaç duyulur.
Enjeksiyon kalıplama verimliliği üzerinde kusurların etkisi nedir?
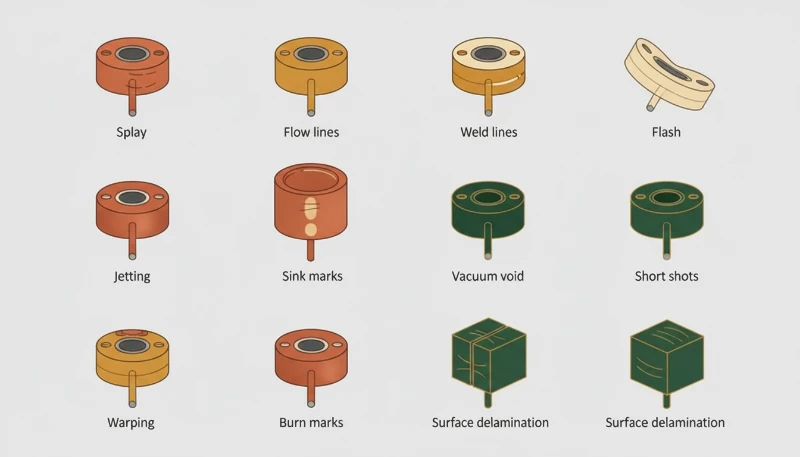
Enjeksiyon kalıplama endüstrisinde kusurlar sadece estetik sorunlar değildir; önemli mali kayıplara, döngü süresinin uzamasına ve yapısal bütünlüğün bozulmasına yol açarlar. Etkili bir enjeksiyon kalıplama kusur rehberi1 sorunun şunlardan kaynaklanıp kaynaklanmadığını belirlemek için sistematik bir yaklaşıma ihtiyaç duyar: makine parametreleri, the kalıp tasarımı, veya the ham madde özellikleri.
Polimerlerin davranışını anlamak – örneğin, Polipropilen (PP) gibi yarı kristal plastiklerin yüksek büzülme oranları ile Akrilonitril Butadien Stiren (ABS) gibi amorf plastiklerin daha düşük büzülme oranları arasındaki fark – sorun çözmede kritiktir.
Çapak neden oluşur ve plastik parçalardan nasıl temizlenebilir?
Parlaklık (ya da çapak) erimiş plastiğin kalıp boşluğundan kaçmasıdır ve genellikle ayrılma hattında veya fırlatıcı pimlerde meydana gelir. İnce, istenmeyen bir malzeme kanadı şeklinde görülür.
Kök Neden Analizi: Çapak
| Kategori | Potansiyel Temel Neden | Mühendislik Parametreleri Kontrolü |
|---|---|---|
| Proses | Enjeksiyon basıncı çok yüksek | Enjeksiyon basıncını 5-10% kadar azaltın. |
| Proses | Sıkıştırma kuvveti çok düşük | Sıkıştırma tonajının projeksiyon alanının her inç karesine 2,5–5 ton olması sağlanmalıdır. |
| Proses | Eriyik sıcaklığı çok yüksek | Barrel sıcaklığı düşürülür (viskozite azaltılır). |
| Kalıp | Ayırma hattı eşitsizliği | Tam kapanmayı engelleyen atıkların (plastik kalıntıların) olup olmadığı kontrol edilir. |
| Kalıp | Alet sapması | Kalıp plakası destek sütunlarının yeterli olduğundan emin olunur. |
Sıkıştırma tonajını artırmak, çapakları ortadan kaldırmak için her zaman ilk ve en güvenli çözümdür.Yanlış
Düşük sıkıştırma tonajı çapaklara neden olurken, bunu aşırı şekilde artırmak havalandırmaları ezerek, kalıp ayrılma hattına zarar verebilir ve gaz tutsaklığının daha da kötüleşmesine yol açabilir. Öncelikle enjeksiyon basıncı ve eriyik sıcaklığı optimize edilmelidir.
Enjeksiyon hızının düşürülmesi, doldurma anındaki boşluk basıncını azaltarak çapakların ortadan kaldırılmasına yardımcı olabilir.Doğru
Daha yavaş enjeksiyon hızları, keskin ısıyı ve pik boşluk basıncını azaltarak, kalıbı açmaya çalışan kuvveti de azaltır.
Son İşlemler: Çapakların Temizlenmesi
Önleme amaç olsa da, plastik parçalardan çapakları çıkarmak2 çoğu zaman zorunlu ikincil bir işlemdir.
- Manuel Kırpma: Exacto bıçakları veya kazıyıcıları kullanmak (yüksek işgücü maliyeti).
- Kriyojenik Parlatma: Çapakları kırılgan hale getirmek için sıvı nitrojen kullanmak, ardından karıştırma işlemi uygulamak (toplu işlemlerde etkilidir).
- Robotik Yönlendirme: Yüksek hassasiyet gerektiren büyük otomotiv parçaları için.
Hangi mühendislik düzeltmeleri çökme izlerini etkili biçimde çözer?
Çökme izleri parçanın yüzeyinde yerel olarak görülen çöküntülerdir; genellikle kalın kesitler, kaburgalar veya çıkıntılar üzerinde meydana gelir. Plastiğin iç çekirdeği dış yüzeyden daha yavaş soğuduğunda, büzülürken yüzeyi içe doğru çeker.
Adım Adım: Çökmeleri Nasıl Düzeltebilirsiniz?
- Ambalajlama Aşamasını Doğrulayın: Güvence altına alınan sabit basınç yeterince yüksektir ve yeterince uzun süre uygulanır (kapı donana kadar). Yaygın bir kural, paketleme süresinin kapı donma süresinden 1–2 saniye daha uzun olması gerektiğidir.
- Eriyik Sıcaklığını Kontrol Edin: Aşırı ısı, daha uzun soğutma sürelerine ihtiyaç duyar. Eriyik sıcaklığını üreticinin önerdiği aralık içinde düşürün.
- Yastığı İnceleyin: Vida yastığı pozisyonunu izleyin. Yastık sıfır değere indiğinde, basınç boşluğa aktarılamaz.
Çökme izi önleme için tasarım yönergeleri
Çökme izlerini nasıl düzelteceklerini arayan mühendisler3 çoğu zaman parçanın tasarımına bakmak zorundadır.
- Kaburga Kuralı: Kaburga kalınlığı şunun kadar olmalıdır: 40% ile 60% arasında yan duvar kalınlığının.
- Çekirdek Çıkarma: Uniform duvar kalınlığını korumak için kalın kesitlerden malzeme çıkarın.
- Kapı Konumu: Parçanın en kalın kısmına giriş kapısı yerleştirin ki paketleme basıncı büzülme eğiliminde olan bölgelere ulaşabilsin.

Parça bükülmesini önlemek için hangi stratejiler işe yarar?
Bükülme parçanın fırlatıldıktan sonra şeklinin bozulmasıdır. Bunun nedeni farklı büzülme– parçanın farklı bölgelerinin eşit olmayan soğuma ya da moleküler yönelim nedeniyle farklı hızlarda büzülmesidir.
Bükülme sorununun çözümü: Soğutma faktörü
| Faktör | Tanım | Azaltma Stratejisi |
|---|---|---|
| Soğutma Eşitliği | Kalıbın bir tarafı diğer tarafa göre daha sıcaktır. | Çekirdek ve Oyuğun ayrı soğutma devrelerine sahip olduğundan emin olun. Kalıp üzerinde <5°C olan bir sıcaklık farkı (△T) hedefleyin. |
| Elyaf Yönü | Cam elyafı akışa paralel olarak dizilir ve anizotropik büzülmeye neden olur. | Akış yönünü değiştirmek için giriş kapısının konumunu ayarlayın; rastgeleleştirme yöntemleri kullanın. |
| Püskürtme Stresi | Parçayı çok sıcakken fırlatmak onun bükülmesine neden olur. | Soğutma süresini artırın; fırlatıcı pin dengesini kontrol edin. |
Soğutma kanalları, termal şoku önlemek için mümkün olduğunca kalıp boşluğundan uzakta yerleştirilmelidir.Yanlış
Soğutma kanalları, eğrilmenin önlenmesi için kritik önem taşıyan hızlı ve eşit ısı tahliyesini sağlamak amacıyla, konformal olmalı veya boşluk yüzeyine yakın yerleştirilmelidir.
Diferansiyel büzülme, enjeksiyon kalıplı parçalarda eğrilmenin başlıca nedenidir.Doğru
Bir parçanın farklı bölgeleri, eşitsiz soğuma veya duvar kalınlığı değişiklikleri nedeniyle farklı oranlarda büzüldüğünde, eğrilmeye yol açan iç gerilmeler oluşur.
Otomotiv gibi yüksek hassasiyet gerektiren endüstrilerde, parçaların eğrilmesinin önlenmesi4 sıklıkla, kompleks parça geometrilerini birebir takip edebilen Konformal Soğutma kanallarının (3D baskılı metal ekler) kullanılmasını içerir.
Mühendisler Kısa Atış Hatalarını Nasıl Çözmeli?
Kısa atışlar eriyen plastik kalıp boşluğunu tam olarak dolduramadığında meydana gelir. Bu durum eksik parçaların ortaya çıkmasına neden olur.
Kısa Atış Hatası Çözümü İçin Kontrol Listesi
Bu sorunu ele almak için kısa atışlar sorun giderme5, aşağıdaki hususları sistematik olarak kontrol edin:
- Malzeme Beslemesi: Hopper boş mu yoksa besleme boğazı tıkalı mı?
- Havalandırma: Sıkışmış gaz, doldurmayı engelleyen ters basınç oluşturur. Havalandırma deliklerini kontrol edin (genellikle 0,0005″ – 0,0015″ derinlikte).
- Enjeksiyon Hızı/Basıncı: Eğer malzeme doldurmadan önce donuyorsa, enjeksiyon hızını artırın (doldurma oranı).
- Akış Liderleri: Kalıp tasarımında, akışı son doldurulan bölgelere teşvik etmek için duvar kesimlerini hafifçe kalınlaştırın.

Yüksek Kaliteli Kalıplama için Önerilen Uygulama Senaryoları Nelerdir?
Belirli sektörlerde, toleransların sıkı olduğu ve estetiğin öncelikli olduğu alanlarda, kusursuz bir süreç sürdürmek kritiktir.
- Tıbbi Cihazlar: Şırıngalar ve flakonlar sahip olamaz parlaklık, çünkü gevşek plastik parçacıkları sıvıları kirletebilir.
- Otomotiv İç Mekânları: Gösterge panelleri ve paneller çapaksız olmalıdır çökme izleri ve bükülme uygun montaj uyumu ve estetik çekiciliği sağlamak için.
- Elektronik: Bağlantı elemanları ve gövdelerin hassas doldurulması gerekir; kısa atışlar elektriksel yalıtım özelliklerini riske atar.

Sıkça Sorulan Sorular: Yaygın Enjeksiyon Kalıplama Kusurları
S: Kalıp sıcaklığı çapakları etkileyebilir mi?
A: Evet. Daha yüksek kalıp sıcaklıkları plastiğin viskozitesini düşürür, böylece akması kolaylaşır. Viskozite çok düşerse, malzeme ayrılma çizgisi arasındaki boşluklara sızabilir ve flaş oluşur.
S: Çökmeler neden kaburgaların yakınında ortaya çıkar?
A: Kabartılar duvar kalınlığına kütle ekler. Eğer kabartı ile duvarın kesişimi çok kalınsa, o bölge ısıyı daha uzun süre tutar. Merkez soğudukça ve büzüldükçe, yüzeyi aşağı doğru çeker.
S: Ters basınç kısa atışları nasıl etkiler?
A: Düşük ters basınç, homojen olmayan eriyik yoğunluğu ve vida önünde yetersiz malzeme hacmi sonuçlanabilir; bu da kısa atışa yol açar. Ters basıncı artırmak, homojen bir eriyik sağlar.
S: Bükülme her zaman soğutma sorunu mudur?
A: Hayır. Soğutma en yaygın neden olsa da, eğrilme aşırı paketleme basıncından (iç gerilim oluşturan) ya da kötü malzeme seçimi (yüksek büzülme gösteren malzemeler, örneğin Polietilen (PE), Polikarbonat’a (PC) göre daha fazla eğrilir) kaynaklanabilir.
S: Kısa atış ile gaz tuzağı arasındaki fark nedir?
A: Kısa atış malzeme eksikliğidir. Gaz tuzağı (dizel efekti) ise havanın kaçamaması, sıkıştırılması ve plastiğin yanması sonucu meydana gelir. Gaz tuzağı genellikle siyah yanık izleri bırakırken, kısa atışlar genellikle akışın durduğu yerde temiz, yuvarlak kenarlar bırakır.

Son Düşünceler
Enjeksiyon kalıplama kusurlarını başarıyla çözme, süreç değişkenlerine disiplinli bir yaklaşım gerektirir. Yapılandırılmış bir enjeksiyon kalıplama kusur rehberi, referans alarak mühendisler, kök nedenin kısa atışlar sorun giderme akış dinamiğinde mi, yoksa parçanın bükülmesini önlemek, veya paketleme parametrelerinin gerekliliği için çökmeleri nasıl düzeltebilirsiniz. için gereken termal yönetimde mi olduğunu ayırt edebilirler. Dengeli bir süreç penceresi, israfı en aza indirir ve karlılığı maksimize eder.
- Bu rehber, kusur sınıflandırmasının kapsamlı bir genel bakışını sunar ve sorun çözümü protokollerinin temelini oluşturur. ↩
- Proses ayarlarıyla flaşı tamamen ortadan kaldıramayan parçaları kurtarmak için kritik önemde olan işlem sonrası bitirme teknikleri. ↩
- Plastik soğutmanın termal dinamikleri ve duvar kalınlığı ile yüzey çöküntüleri arasındaki ilişki konusunda yetkili bir kaynak. ↩
- Boyutsal istikrarı korumak için diferansiyel büzülme yönetimi ve kalıp sıcaklığı kontrolüne dair ayrıntılı stratejiler. ↩
- Özellikle eksik doldurma sorunları için akış mekaniği ve havalandırma çözümlerine odaklanır. ↩