Points clés à retenir
– L’analyse des causes profondes pointe souvent vers le triangle “ Processus-Moule-Matériau ” ; les ajustements doivent être isolés sur une seule variable à la fois.
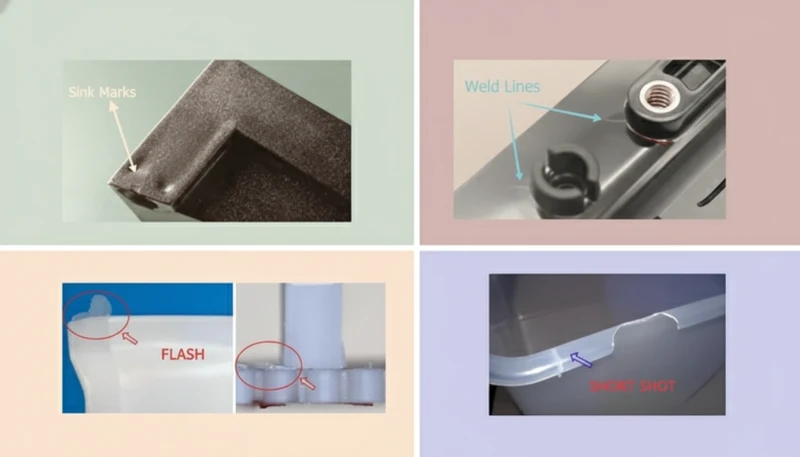
– Le flash est généralement dû à un problème de force de serrage ou d’alignement de l’outillage, tandis que les marques de retrait résultent de la contraction thermique dans les zones épaisses.
– La déformation est provoquée par un retrait différentiel causé par un refroidissement inégal ou une orientation des fibres.
– Les coulées incomplètes indiquent une hésitation de l’écoulement, nécessitant souvent des améliorations de l’éventation ou une augmentation de la température.
Quel est l’impact des défauts sur l’efficacité du moulage par injection ?
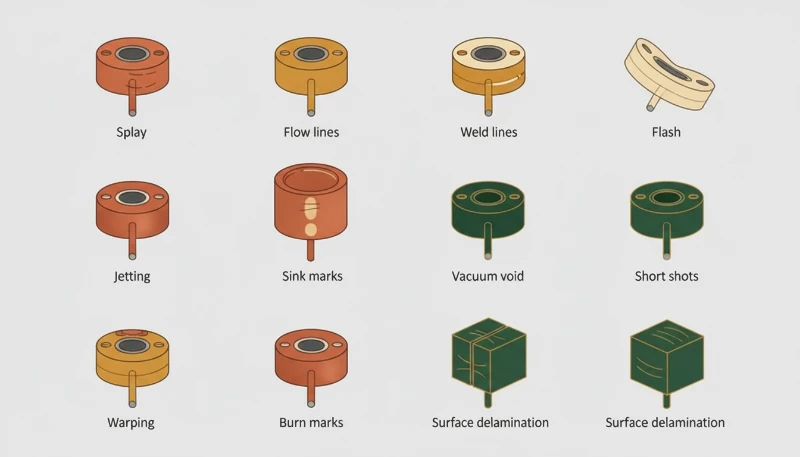
Dans l’industrie du moulage par injection, les défauts ne sont pas de simples problèmes esthétiques ; ils représentent des pertes financières importantes, des allongements des cycles de production et une intégrité structurelle compromise. Un guide efficace des défauts en moulage par injection1 requiert une approche systématique pour identifier si le problème provient du Paramètres de la machine, le conception du moule, ou le matière première caractéristiques.
Comprendre le comportement des polymères — par exemple, les taux de retrait élevés des plastiques semi-cristallins comme le polypropylène (PP) par rapport au retrait plus faible des plastiques amorphes comme l’acrylonitrile butadiène styrène (ABS) — est essentiel pour le dépannage.
Quelles sont les causes du flash et comment peut-on l’éliminer des pièces en plastique ?
Flash (ou bavure) est l’échappement de plastique fondu hors de la cavité du moule, se produisant généralement au niveau de la ligne de séparation ou des goupilles d’éjection. Il apparaît sous la forme d’un mince lambeau de matière indésirable.
Analyse des causes profondes : bavure
| Catégorie | Cause racine potentielle | Vérification des paramètres d’ingénierie |
|---|---|---|
| Processus | Pression d’injection trop élevée | Réduire la pression d’injection de 5 à 10%. |
| Processus | Force de serrage trop faible | Veillez à ce que la tonnage de serrage soit de 2,5 à 5 tonnes par pouce carré de surface projetée. |
| Processus | Température de fusion trop élevée | Réduisez la température du baril (ce qui diminue la viscosité). |
| Moule | Désalignement de la ligne de séparation | Vérifiez qu’il n’y ait pas de débris (résidus de plastique) empêchant la fermeture complète. |
| Moule | Déflexion de l’outillage | Vérifiez que les piliers de support des plaques du moule sont suffisants. |
L’augmentation du tonnage de serrage est toujours la première et la plus sûre solution pour éliminer le flash.Faux
Si un faible tonnage de serrage provoque le flash, l’augmenter de manière excessive peut écraser les évents, endommager la ligne de séparation du moule et aggraver l’emprisonnement des gaz. Optimisez d’abord la pression d’injection et la température de fusion.
Réduire la vitesse d’injection peut aider à éliminer le flash en diminuant la pression dans la cavité au moment du remplissage.Vrai
Des vitesses d’injection plus lentes réduisent la chaleur de cisaillement et la pression maximale dans la cavité, ce qui diminue la force qui tend à faire s’ouvrir le moule.
Post-traitement : élimination des bavures
Bien que la prévention soit l’objectif, l’élimination du flash sur les pièces en plastique2 est souvent une opération secondaire nécessaire.
- Ébavurage manuel : Utilisation de couteaux Exacto ou de grattoirs (coût de main-d’œuvre élevé).
- Ébavurage cryogénique : Utilisation d’azote liquide pour rendre le flash cassant, suivi d’un traitement par tambour (efficace pour le traitement en série).
- Routage robotisé : Pour les grandes pièces automobiles nécessitant une grande précision.
Quelles solutions techniques résolvent efficacement les marques de retrait ?
Marques d’affaissement sont des dépressions localisées à la surface d’une pièce, généralement situées sur des sections épaisses, des nervures ou des bossages. Elles apparaissent lorsque le cœur interne du plastique refroidit plus lentement que la peau externe, entraînant le retrait de la surface vers l’intérieur.
Étape par étape : comment corriger les marques d’affaissement
- Vérifier la phase d’emballage : S’assurer que la pression de maintien doit être suffisamment élevé et appliqué pendant une durée adéquate (jusqu’à ce que la gate soit figée). Une règle empirique courante est que le temps de compactage doit être de 1 à 2 secondes plus long que le temps de solidification de la gate.
- Vérifier la température de fusion : Une chaleur excessive exige des temps de refroidissement plus longs. Réduisez la température de fusion dans la plage recommandée par le fabricant.
- Inspecter le coussin : Surveillez la position du coussin de la vis. Si le coussin ne permet aucun contact avec le fond, la pression ne peut pas être transmise à la cavité.
Directives de conception pour la prévention des marques de retrait
Les ingénieurs cherchant comment corriger les marques de retrait3 doivent souvent examiner la conception même de la pièce.
- La règle des nervures : L’épaisseur des nervures doit être de 40% à 60% de l’épaisseur de paroi adjacente.
- Cavité : Retirez la matière des sections épaisses afin de maintenir une épaisseur de paroi uniforme.
- Emplacement de la gate : Placez la gate dans la section la plus épaisse de la pièce pour permettre à la pression de compactage d’atteindre les zones sujettes au retrait.

Quelles stratégies fonctionnent pour prévenir la déformation des pièces ?
Déformation est la déformation de la forme de la pièce après l’éjection. Elle est causée par rétrécissement différentiel— où différentes zones de la pièce se contractent à des rythmes différents en raison d’un refroidissement inégal ou d’une orientation moléculaire.
Dépannage de la déformation : le facteur refroidissement
| Facteur | Description | Stratégie d’atténuation |
|---|---|---|
| Uniformité du refroidissement | Un côté du moule est plus chaud que l’autre. | Assurer des circuits de refroidissement distincts pour le noyau et la cavité. Viser un différentiel de température (△T) à travers le moule inférieur à 5 °C. |
| Orientation des fibres | Les fibres de verre s’alignent selon le flux, ce qui entraîne un retrait anisotrope. | Adaptez l’emplacement de la gate pour modifier la direction du flux ; utilisez des techniques de traitement aléatoire. |
| Stress d’éjection | Éjecter la pièce alors qu’elle est encore trop chaude la fait plier. | Augmentez le temps de refroidissement ; vérifiez l’équilibre des goupilles d’éjection. |
Les canaux de refroidissement doivent être placés aussi loin que possible de la cavité du moule afin d’éviter le choc thermique.Faux
Les canaux de refroidissement doivent être conformes ou placés près de la surface de la cavité afin d’assurer un retrait thermique rapide et uniforme, ce qui est essentiel pour prévenir la déformation.
Le retrait différentiel est la principale cause de déformation des pièces moulées par injection.Vrai
Lorsque différentes zones d’une pièce se contractent à des vitesses différentes en raison d’un refroidissement inégal ou de variations d’épaisseur de paroi, des contraintes internes se créent, entraînant une déformation.
Pour les industries de haute précision comme l’automobile, prévenir la déformation des pièces4 implique souvent l’utilisation de canaux de refroidissement conformes (inserts métalliques imprimés en 3D) afin de suivre exactement les géométries complexes des pièces.
Comment les ingénieurs devraient-ils aborder le dépannage des coulées incomplètes ?
Coups courts se produisent lorsque le plastique fondu ne remplit pas complètement la cavité du moule. Cela entraîne des pièces incomplètes.
Liste de contrôle pour le dépannage des coulées incomplètes
Pour remédier à Dépannage des coulées incomplètes5, vérifier systématiquement ce qui suit :
- Alimentation en matière : La trémie est-elle vide ou la gorge d’alimentation est-elle bouchée ?
- Ventilation : Les gaz piégés créent une contre-pression qui empêche le remplissage. Vérifiez les évents (généralement d’une profondeur de 0,0005 à 0,0015 pouce).
- Vitesse/pression d’injection : Si le matériau gèle avant le remplissage, augmentez la vitesse d’injection (vitesse de remplissage).
- Leaders d’écoulement : Dans la conception du moule, épaississez légèrement les sections de paroi pour favoriser l’écoulement vers les zones qui se remplissent en dernier.

Quels sont les scénarios d’application recommandés pour le moulage de haute qualité ?
Maintenir un processus sans défaut est crucial dans certains secteurs où les tolérances sont strictes et l’esthétique primordiale.
- Dispositifs médicaux : Les seringues et les flacons ne peuvent pas avoir flash, car des particules de plastique libres peuvent contaminer les fluides.
- Intérieurs automobiles : Les tableaux de bord et les panneaux doivent être exempts de marques d’affaissement et déformation pour garantir un assemblage correct et une apparence esthétique.
- Électronique : Les connecteurs et les boîtiers nécessitent un remplissage précis ; coups courts compromettent les propriétés d’isolation électrique.

FAQ : Défauts courants du moulage par injection
Q : La température du moule peut-elle affecter les bavures ?
R : Oui. Des températures de moule plus élevées réduisent la viscosité du plastique, ce qui facilite son écoulement. Si la viscosité diminue trop, le matériau peut s’infiltrer dans les fentes de la ligne de séparation, provoquant des flashs.
Q : Pourquoi les marques d’affaissement apparaissent-elles près des nervures ?
R : Les nervures ajoutent de la masse à l’épaisseur de la paroi. Si l’intersection entre la nervure et la paroi est trop épaisse, cette zone retient la chaleur plus longtemps. Lorsque le centre refroidit et se contracte, il tire la surface vers le bas.
Q : Comment la contre-pression influence-t-elle les coulées incomplètes ?
R : Une faible contre-pression peut entraîner une densité de fusion incohérente et un volume de matière insuffisant devant la vis, ce qui conduit à une coulée incomplète. Augmenter la contre-pression assure une fusion homogène.
Q : Le gauchissement est-il toujours lié au refroidissement ?
R : Non. Bien que le refroidissement soit la cause la plus fréquente, la déformation peut également résulter d’une pression de compactage excessive (créant des contraintes internes) ou d’une mauvaise sélection du matériau (les matériaux à fort retrait, comme le polyéthylène (PE), se déforment davantage que le polycarbonate (PC)).
Q : Quelle est la différence entre une coulée incomplète et un piège à gaz ?
R : Une coulée incomplète correspond à un manque de matière. Un piège à gaz (effet diesel) survient lorsque l’air ne peut pas s’échapper, est comprimé et brûle le plastique. Les pièges à gaz laissent souvent des marques noires de brûlure, tandis que les coulées incomplètes laissent généralement des bords propres et arrondis là où l’écoulement s’est arrêté.

Dernières réflexions
Résoudre avec succès les défauts du moulage par injection exige une approche disciplinée des variables de processus. En se référant à un cadre structuré guide des défauts du moulage par injection, les ingénieurs peuvent identifier si la cause profonde réside dans les Dépannage des coulées incomplètes dynamiques d’écoulement, la gestion thermique requise pour prévenir la déformation des pièces, ou les paramètres de compactage nécessaires pour comment corriger les marques d’affaissement. Une fenêtre de processus équilibrée minimise les déchets et maximise la rentabilité.
- Ce guide fournit un aperçu complet de la catégorisation des défauts, servant de base pour les protocoles de dépannage. ↩
- Techniques pratiques de finition post-processus, essentielles pour récupérer les pièces lorsque les ajustements du processus ne permettent pas d’éliminer complètement les flashs. ↩
- Une source faisant autorité sur la dynamique thermique du refroidissement des plastiques et sur la relation entre l’épaisseur de paroi et les dépressions de surface. ↩
- Stratégies détaillées pour gérer le retrait différentiel et le contrôle de la température du moule afin de maintenir la stabilité dimensionnelle. ↩
- Se concentre sur la mécanique de l’écoulement et les solutions d’aération spécifiquement destinées aux problèmes de remplissage incomplet. ↩