Ключевые выводы
— Анализ первопричины часто указывает на треугольник “Процесс–Форма–Материал”; корректировки необходимо вносить по одной переменной за раз.
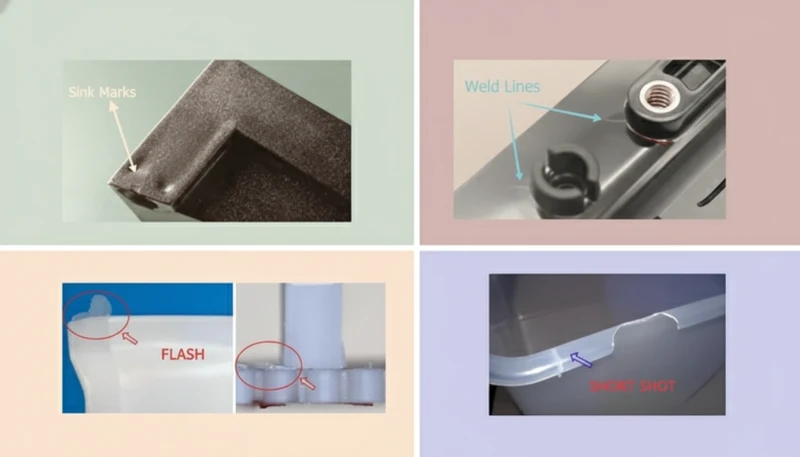
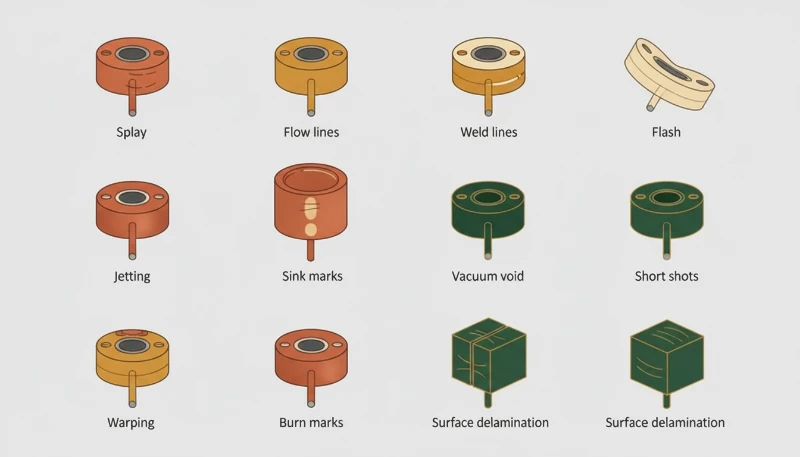
— Заусенцы обычно возникают из-за недостаточной силы зажима или несоответствия инструмента, тогда как впадины обусловлены термическим сжатием в толстых участках.
— Деформация вызвана неравномерным усадком, обусловленным неравномерным охлаждением или ориентацией волокон.
— Недолив свидетельствует о задержке потока, что часто требует улучшения вентиляции или повышения температуры.
Какое влияние оказывают дефекты на эффективность литья под давлением?
В отрасли литья под давлением дефекты — это не просто косметические проблемы; они влекут за собой значительные финансовые потери, увеличение цикла производства и снижение конструкционной прочности. Эффективное руководство по устранению дефектов литья под давлением1 требует системного подхода к определению того, связано ли данное явление с Параметры машины, то проектирование формы, или характеристики сырья .
Понимание поведения полимеров — например, высокой степени усадки полукристаллических пластиков, таких как полипропилен (PP), по сравнению с более низкой усадкой аморфных пластиков, таких как акрилонитрил-бутадиен-стирол (ABS) — имеет ключевое значение для устранения неполадок.
Что вызывает заусенцы и как их можно удалить с пластиковых деталей?
Переход (или заусенец) — это выход расплавленного пластика из полости формы, обычно возникающий в месте раздела формы или в местах выталкивающих штифтов. Выглядит как тонкий, нежелательный отросток материала.
Анализ первопричины: заусенцы
| Категория | Потенциальная первопричина | Проверка инженерных параметров |
|---|---|---|
| Процесс | Давление впрыска слишком высоко | Снизить давление впрыска на 5–10%. |
| Процесс | Слишком низкая зажимная сила | Убедитесь, что усилие зажима составляет 2,5–5 тонн на квадратный дюйм проекции. |
| Процесс | Слишком высокая температура расплава | Снижайте температуру в барреле (это уменьшает вязкость). |
| Форма | Несоответствие линии разделения | Проверьте наличие загрязнений (пластиковых остатков), препятствующих полному закрытию. |
| Форма | Прогиб инструмента | Убедитесь, что опорных столбов плиты формы достаточно. |
Увеличение усилия зажима всегда является первым и наиболее безопасным решением для устранения заусенцев.Ложь
Хотя низкое усилие зажима вызывает заусенцы, чрезмерное его увеличение может сдавить вентиляционные отверстия, повредить линию раздела формы и усугубить захват газа. Сначала оптимизируйте давление впрыска и температуру расплава.
Снижение скорости впрыска может помочь устранить заусенцы, снизив давление в полости в момент заполнения.Истина
Более медленная скорость впрыска уменьшает тепловую нагрузку и пиковое давление в полости, тем самым снижая силу, пытающуюся раздвинуть форму.
Послепроцессинг: удаление заусенцев
Хотя предотвращение — это главная цель, удаление заусенцев с пластиковых деталей2 часто является необходимой вторичной операцией.
- Ручная обрезка: Использование канцелярских ножей или скребков (высокая трудоёмкость).
- Криогенная удаление заусенцев: Применение жидкого азота для хрупкости заусенцев с последующим обработкой в барабане (эффективно при серийном производстве).
- Роботизированное фрезерование: Для крупных автомобильных деталей, требующих высокой точности.
Какие инженерные решения эффективно устраняют впадины?
Усадочные вмятины — это локальные углубления на поверхности детали, обычно возникающие над толстыми участками, ребрами или выступами. Они появляются, когда внутреннее ядро пластика остывает медленнее, чем внешняя оболочка, и, сжимаясь, втягивает поверхность внутрь.
Пошаговое руководство: как устранить впадины
- Проверьте этап упаковки: Убедитесь в том, что удерживающее давление должно быть достаточным и применяться достаточно долго (до момента затвердевания литника). Общее правило: время уплотнения должно быть на 1–2 секунды больше, чем время затвердевания литника.
- Проверьте температуру расплава: При избыточном нагреве требуется более длительное охлаждение. Снижайте температуру расплава в пределах рекомендованного производителем диапазона.
- Осмотрите амортизацию: Контролируйте положение амортизационной подушки шнека. Если подушка не обеспечивает полного донышко, давление не передается в полость.
Руководящие принципы проектирования для предотвращения впадин
Инженеры, ищущие способы устранения впадин,3 часто должны обращать внимание на сам дизайн детали.
- Правило ребра: Толщина ребра должна быть от 40% до 60% по толщине соседней стенки.
- Выемки: Удаляйте материал из толстых участков, чтобы сохранить равномерную толщину стенки.
- Расположение литника: Литник должен входить в самый толстый участок детали, чтобы давление уплотнения достигало областей, склонных к усадке.

Какие стратегии помогают предотвратить деформацию деталей?
Искривление — это искажение формы детали после её выпуска. Это вызвано различная усадка— когда различные участки детали сжимаются с разной скоростью из-за неравномерного охлаждения или молекулярной ориентации.
Устранение деформации: фактор охлаждения
| Фактор | Описание | Стратегия снижения |
|---|---|---|
| Равномерность охлаждения | Одна сторона формы горячее другой. | Обеспечьте раздельные системы охлаждения для сердечника и полости формы. Стремитесь к температурному перепаду (△T) через форму менее 5°C. |
| Ориентация волокон | Стеклянные волокна ориентируются по направлению потока, что приводит к анизотропной усадке. | Корректируйте расположение литника, чтобы изменить направление потока; используйте методы случайного распределения процесса. |
| Стресс при выпуске | Выпуск детали слишком горячей приводит к её изгибу. | Увеличьте время охлаждения; проверьте баланс выталкивающих штифтов. |
Охлаждающие каналы следует размещать как можно дальше от полости формы, чтобы предотвратить термический шок.Ложь
Охлаждающие каналы должны быть конформными или располагаться в непосредственной близости к поверхности полости, чтобы обеспечить быстрое и равномерное отведение тепла, что крайне важно для предотвращения деформации.
Дифференциальная усадка является основной причиной деформации деталей, полученных методом литья под давлением.Истина
Когда различные участки детали сжимаются с разной скоростью из-за неравномерного охлаждения или различий в толщине стенок, возникают внутренние напряжения, которые приводят к деформации.
Для таких высокоточных отраслей, как автомобильная промышленность, предотвращение деформации деталей4 часто требует использования конформных охлаждающих каналов (металлических вставок, изготовленных методом 3D-печати), которые точно повторяют сложные геометрические формы деталей.
Как инженерам следует подходить к устранению дефектов «короткого хода»?
Недоливы возникают, когда расплавленный пластик не полностью заполняет полость формы. Это приводит к получению неполноценных деталей.
Чек-лист по устранению дефектов «короткого хода»
Для решения Устранение коротких шотов5, систематически проверьте следующее:
- Подача материала: Пуста ли загрузочная воронка или заблокирована подающая горловина?
- Вентиляция: Задержанный газ создает обратное давление, которое препятствует заполнению. Проверьте вентиляционные отверстия (обычно глубиной 0,0005–0,0015 дюйма).
- Скорость/давление впрыска: Если материал застывает до заполнения, увеличьте скорость впрыска (скорость заполнения).
- Лидеры потока: При проектировании формы немного утолщите стенки, чтобы облегчить поступление материала в последние зоны заполнения.

Каковы рекомендованные сценарии применения высококачественного литья?
Поддержание процесса без дефектов имеет решающее значение в отраслях с жесткими допусками и приоритетом эстетики.
- Медицинские устройства: Шприцы и флаконы не могут иметь заусенцы, поскольку свободные частицы пластика могут загрязнять рабочие жидкости.
- Автомобильные интерьеры: Приборные панели и панели должны быть свободны от усадочные вмятины и искривление для обеспечения надлежащей сборочной посадки и эстетической привлекательности.
- Электроника: Разъемы и корпуса требуют точного заполнения; недоливы что может ухудшить свойства электрической изоляции.

Часто задаваемые вопросы: общие дефекты литья под давлением
Вопрос: Может ли температура формы влиять на заусенцы?
Ответ: Да. При повышении температуры формы снижается вязкость пластика, что облегчает его текучесть. Если вязкость становится слишком низкой, материал может просочиться в зазоры разделительной линии, вызывая образование заусенцев.
Вопрос: Почему впадины появляются рядом с ребрами жесткости?
Ответ: Ребра увеличивают массу стенки. Если место соединения ребра и стенки слишком толстое, эта зона дольше сохраняет тепло. По мере остывания и усадки центр тянет поверхность вниз.
Вопрос: Как обратное давление влияет на дефект «короткого хода»?
Ответ: Низкое обратное давление может привести к неравномерной плотности расплава и недостаточному объему материала перед шнеком, что ведет к «короткому ходу». Увеличение обратного давления обеспечивает однородность расплава.
Вопрос: Всегда ли перекос является проблемой охлаждения?
Ответ: Нет. Хотя наиболее распространенной причиной является недостаточное охлаждение, деформация также может быть вызвана чрезмерным давлением при уплотнении (что создает внутренние напряжения) или неправильным выбором материала (материалы с высокой усадкой, такие как полиэтилен (PE), деформируются сильнее, чем поликарбонат (PC)).
Вопрос: В чем разница между «коротким ходом» и «газовой ловушкой»?
Ответ: «Короткий ход» — это недостаток материала. «Газовая ловушка» («дизельный эффект») возникает, когда воздух не может выйти, сжимается и сжигает пластик. Газовые ловушки часто оставляют черные следы сгорания, тогда как при «коротком ходе» обычно остаются чистые, округлые края там, где поток прекратился.

Заключительные мысли
Успешное устранение дефектов литья под давлением требует дисциплинированного подхода к параметрам процесса. Ссылаясь на структурированный Руководство по дефектам литья под давлением, инженеры могут определить, заключается ли первопричина в Устранение коротких шотов динамике потока, в тепловом режиме, необходимом для предотвращение искривления деталей, или параметры заполнения, необходимые для как устранить впадины. Сбалансированное окно процесса минимизирует отходы и максимизирует рентабельность.
- Это руководство предоставляет всесторонний обзор классификации дефектов, служащий базой для протоколов устранения неполадок. ↩
- Практические методы постпроцессной отделки, важные для спасения деталей, когда корректировки процесса не позволяют полностью устранить заусенцы. ↩
- Авторитетный источник по термодинамике охлаждения пластика и взаимосвязи между толщиной стенки и образованием впадин на поверхности. ↩
- Подробные стратегии управления дифференциальной усадкой и контролем температуры формы для поддержания размерной стабильности. ↩
- Сосредоточено на механике потока и решениях по вентиляции, специально предназначенных для проблем неполного заполнения. ↩