Principais Pontos
– A análise da causa raiz frequentemente aponta para o triângulo “Processo-Molde-Material”; os ajustes devem ser isolados em uma única variável de cada vez.
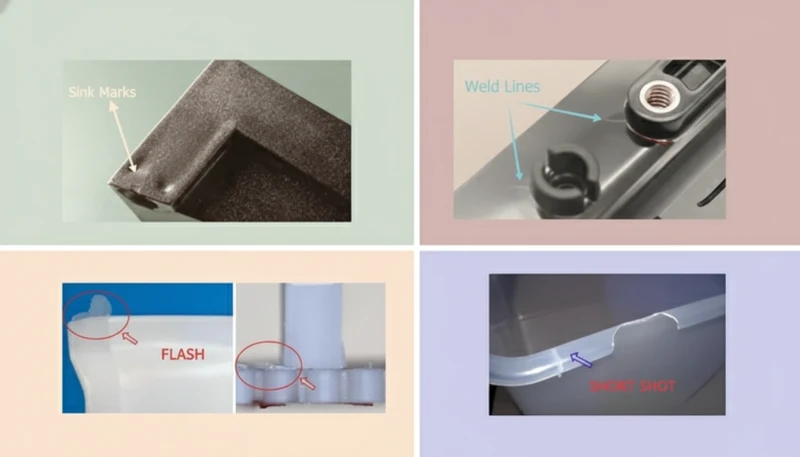
– O flash é tipicamente um problema de força de fechamento ou de alinhamento do ferramental, enquanto as marcas de retração resultam da contração térmica em áreas espessas.
– A deformação é causada pela retração diferencial decorrente do resfriamento desuniforme ou da orientação das fibras.
– Os tiros curtos indicam hesitação no fluxo, muitas vezes exigindo melhorias na ventilação ou aumentos de temperatura.
Qual é o impacto dos defeitos na eficiência da moldagem por injeção?
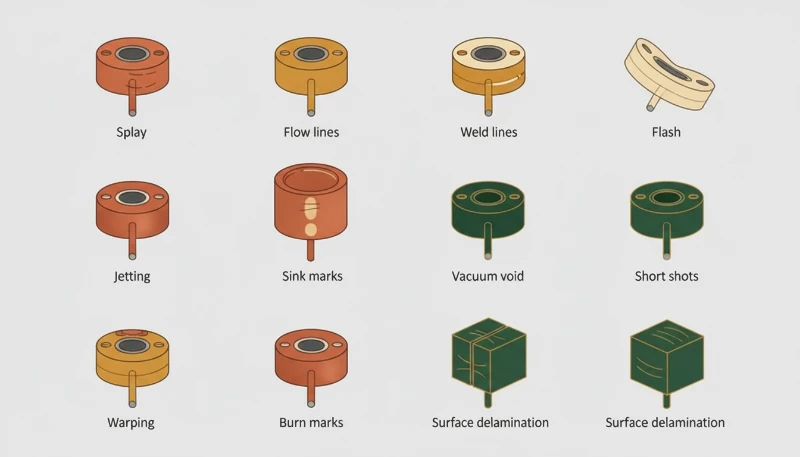
Na indústria de moldagem por injeção, os defeitos não são apenas questões estéticas; eles representam perdas financeiras significativas, prolongamento do ciclo de produção e comprometimento da integridade estrutural. Um guia eficaz para a identificação de defeitos na moldagem por injeção1 requer uma abordagem sistemática para determinar se o problema origina-se do parâmetros da máquina, o projeto do molde, ou o matéria-prima características.
Compreender o comportamento dos polímeros — como as altas taxas de retração de plásticos semicristalinos, como o polipropileno (PP), em comparação com a menor retração de plásticos amorfos, como o acrilonitrila butadieno estireno (ABS) — é fundamental para a resolução de problemas.
O que causa o flash e como ele pode ser removido de peças plásticas?
Flash (ou rebarba) é a saída de plástico fundido da cavidade do molde, geralmente ocorrendo na linha de partição ou nos pinos de ejeção. Apresenta-se como uma fina aba indesejada de material.
Análise da causa raiz: Rebarba
| Categoria | Causa Raiz Potencial | Verificação dos parâmetros de engenharia |
|---|---|---|
| Processo | Pressão de injeção muito alta | Reduza a pressão de injeção em 5–10%. |
| Processo | Força de fixação muito baixa | Certifique-se de que a tonelagem de fechamento seja de 2,5 a 5 toneladas por polegada quadrada da área projetada. |
| Processo | Temperatura do material fundido muito alta | Reduza a temperatura do cilindro (reduz a viscosidade). |
| Molde | Desalinhamento da linha de partição | Verifique se há detritos (resíduos de plástico) impedindo o fechamento completo. |
| Molde | Deflexão da ferramenta | Verifique se os pilares de suporte das placas do molde são suficientes. |
Aumentar a tonelagem de fechamento é sempre a primeira e mais segura solução para eliminar o flash.Falso
Embora uma baixa tonelagem de fechamento cause flash, aumentá-la excessivamente pode esmagar as ventosas, danificar a linha de partição do molde e piorar o aprisionamento de gases. Primeiro otimize a pressão de injeção e a temperatura do material fundido.
Reduzir a velocidade de injeção pode ajudar a eliminar o flash ao diminuir a pressão na cavidade no momento do preenchimento.Verdadeiro
Velocidades de injeção mais lentas reduzem o calor gerado pelo atrito e a pressão máxima na cavidade, diminuindo a força que tenta abrir o molde.
Pós-processamento: Remoção de rebarbas
Embora a prevenção seja o objetivo, a remoção do flash de peças plásticas2 é frequentemente uma operação secundária necessária.
- Aparagem manual: Utilizar facas de precisão ou raspadores (alto custo de mão de obra).
- Desgaseificação criogênica: Usar nitrogênio líquido para tornar o flash frágil, seguido de jateamento (eficiente para processamento em lote).
- Fresagem robótica: Para grandes peças automotivas que exigem alta precisão.
Quais soluções de engenharia resolvem efetivamente as marcas de retração?
Marcas de retração são depressões localizadas na superfície de uma peça, geralmente ocorrendo sobre seções espessas, nervuras ou saliências. Elas surgem quando o núcleo interno do plástico esfria mais lentamente do que a camada externa, puxando a superfície para dentro à medida que encolhe.
Passo a passo: Como corrigir marcas de afundamento
- Verificar a fase de embalagem: Garantir a pressão de manutenção seja suficientemente alta e aplicada por tempo suficiente (até que a porta do molde congele). Uma regra prática comum é que o tempo de compactação deve ser 1 a 2 segundos maior do que o tempo de congelamento da porta.
- Verificar a temperatura do material fundido: Calor excessivo requer tempos de resfriamento mais longos. Reduza a temperatura do material fundido dentro da faixa recomendada pelo fabricante.
- Inspeccionar o amortecimento: Monitore a posição do amortecedor do parafuso. Se o amortecedor não atingir o fundo, a pressão não poderá ser transferida para a cavidade.
Diretrizes de projeto para a prevenção de marcas de retração
Engenheiros que buscam soluções para corrigir as marcas de retração3 muitas vezes precisam analisar o próprio design da peça.
- A Regra da Costela: A espessura da costela deve ser 40% a 60% da espessura da parede adjacente.
- Escavando para Dentro: Remova material de seções espessas para manter a espessura uniforme da parede.
- Localização do gate: Coloque a porta de injeção na seção mais espessa da peça para permitir que a pressão de compactação alcance as áreas propensas a encolher.

Quais estratégias funcionam para prevenir a deformação das peças?
Deformação é a distorção da forma da peça após a ejeção. É causada por retração diferencial— onde diferentes áreas da peça encolhem em ritmos diferentes devido ao resfriamento desuniforme ou à orientação molecular.
Resolução de problemas de deformação: o fator resfriamento
| Fator | Descrição | Estratégia de mitigação |
|---|---|---|
| Uniformidade do resfriamento | Um lado do molde está mais quente do que o outro. | Garanta circuitos de resfriamento distintos para o núcleo e a cavidade. Objetive um diferencial de temperatura (△T) através do molde inferior a 5°C. |
| Orientação das fibras | As fibras de vidro alinham-se com o fluxo, causando retração anisotrópica. | Ajuste a localização da porta de injeção para alterar a direção do fluxo; utilize técnicas de processamento aleatório. |
| Estresse de ejeção | Ejetar a peça enquanto ainda está muito quente faz com que ela se curve. | Aumente o tempo de resfriamento; verifique o equilíbrio dos pinos de ejeção. |
Os canais de resfriamento devem ser posicionados o mais longe possível da cavidade do molde para evitar choque térmico.Falso
Os canais de resfriamento devem ser conformes ou posicionados próximos à superfície da cavidade para garantir a remoção rápida e uniforme do calor, o que é fundamental para prevenir a deformação.
A contração diferencial é a principal causa de deformação em peças moldadas por injeção.Verdadeiro
Quando diferentes regiões de uma peça encolhem a taxas distintas devido ao resfriamento desuniforme ou a variações na espessura da parede, são geradas tensões internas que levam à deformação.
Para indústrias de alta precisão, como a automotiva, prevenir a deformação das peças4 muitas vezes envolve o uso de canais de resfriamento conformes (insertos metálicos impressos em 3D) para acompanhar exatamente as geometrias complexas das peças.
Como os engenheiros devem abordar a resolução de problemas de falhas de enchimento?
Injeções curtas ocorrem quando o plástico fundido não consegue preencher completamente a cavidade do molde. Isso resulta em peças incompletas.
Checklist para a resolução de falhas de enchimento
Para abordar Solução de problemas de tiros curtos5, verifique sistematicamente o seguinte:
- Alimentação do material: A tremonha está vazia ou a garganta de alimentação está obstruída?
- Ventilação: Gás aprisionado cria contrapressão que impede o preenchimento. Verifique os respiradouros (geralmente com profundidade entre 0,0005″ e 0,0015″).
- Velocidade/pressão de injeção: Se o material congelar antes do preenchimento, aumente a velocidade de injeção (taxa de preenchimento).
- Líderes de fluxo: No projeto do molde, aumente ligeiramente a espessura das paredes para favorecer o fluxo até as áreas que são preenchidas por último.

Quais são os cenários de aplicação recomendados para moldagem de alta qualidade?
Manter um processo livre de defeitos é crucial em setores específicos onde as tolerâncias são apertadas e a estética é primordial.
- Dispositivos médicos: Seringas e frascos para injetáveis não podem ter flash, pois partículas soltas de plástico podem contaminar os fluidos.
- Interiores automotivos: Painéis e painéis de instrumentos devem estar livres de marcas de retração e deformação para garantir o encaixe adequado durante a montagem e a aparência estética.
- Eletrônicos: Conectores e carcaças exigem um preenchimento preciso; injeções curtas comprometendo as propriedades de isolamento elétrico.

Perguntas frequentes: Defeitos comuns na moldagem por injeção
P: A temperatura do molde pode afetar a rebarba?
R: Sim. Temperaturas mais altas do molde diminuem a viscosidade do plástico, facilitando seu fluxo. Se a viscosidade cair demais, o material pode infiltrar-se nas fendas da linha de partição, causando flash.
P: Por que aparecem marcas de afundamento perto das nervuras?
R: As nervuras adicionam massa à espessura da parede. Se a interseção entre a nervura e a parede for muito grossa, essa área retém o calor por mais tempo. À medida que o centro esfria e encolhe, ele puxa a superfície para baixo.
P: Como a contrapressão influencia as falhas de enchimento?
R: Uma contrapressão baixa pode resultar em densidade do derretido inconsistente e em volume insuficiente de material à frente do parafuso, levando a uma falha de enchimento. Aumentar a contrapressão garante um derretido homogêneo.
P: O empenamento é sempre um problema de resfriamento?
R: Não. Embora o resfriamento seja a causa mais comum, a deformação também pode decorrer de pressão excessiva de compactação (gerando tensões internas) ou de má seleção do material (materiais com alto índice de encolhimento, como o polietileno – PE – deformam mais do que o policarbonato – PC –).
P: Qual é a diferença entre uma falha de enchimento e uma retenção de gás?
R: Uma falha de enchimento é a falta de material. Já a retenção de gás (efeito diesel) ocorre quando o ar não consegue escapar, é comprimido e queima o plástico. Retenções de gás costumam deixar marcas pretas de queima, enquanto falhas de enchimento geralmente deixam bordas limpas e arredondadas onde o fluxo foi interrompido.

Considerações finais
Resolver com sucesso os defeitos da moldagem por injeção requer uma abordagem disciplinada em relação às variáveis do processo. Ao referenciar um modelo estruturado guia de defeitos na moldagem por injeção, os engenheiros podem identificar se a causa raiz está nos Solução de problemas de tiros curtos dinâmicas de fluxo, no gerenciamento térmico necessário para prevenção da deformação das peças, ou os parâmetros de compactação necessários para como corrigir marcas de afundamento. Uma janela de processo equilibrada minimiza o desperdício e maximiza a rentabilidade.
- Este guia oferece uma visão abrangente da categorização de defeitos, servindo como base para protocolos de resolução de problemas. ↩
- Técnicas práticas de acabamento pós-processo, essenciais para recuperar peças quando ajustes no processo não conseguem eliminar totalmente o flash. ↩
- Uma fonte autorizada sobre a dinâmica térmica do resfriamento do plástico e a relação entre a espessura da parede e as depressões na superfície. ↩
- Estratégias detalhadas para gerenciar a contração diferencial e o controle da temperatura do molde, a fim de manter a estabilidade dimensional. ↩
- Foca na mecânica do fluxo e em soluções de ventilação especificamente para problemas de preenchimento incompleto. ↩