Kluczowe wnioski
– Analiza przyczyn głębokich często wskazuje na trójkąt “Proces-Forma-Materiał”; korekty muszą być wprowadzane pojedynczo, każdorazowo skupiając się na jednej zmiennej.
– Nadmiar materiału jest zazwyczaj wynikiem niedostatecznej siły zamykania lub nieprawidłowej ustawki narzędzi; natomiast wgniecenia powstają wskutek termicznego kurczenia się grubych obszarów.
– Odkształcenia są spowodowane nierównomiernym kurczeniem się materiału, wywołanym nieregularnym chłodzeniem lub niejednorodnym kierunkiem orientacji włókien.
– Niedoskoczony wtrysk wskazuje na opóźnienie w przepływie, co często wymaga poprawy odpowietrzania lub podwyższenia temperatury.
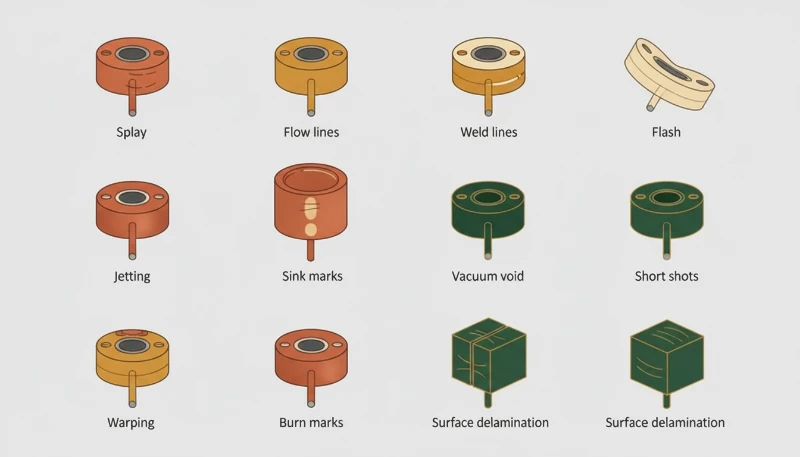
Jaki wpływ mają wady na efektywność formowania wtryskowego?
W branży formowania wtryskowego wady to nie tylko problemy estetyczne; stanowią one znaczne straty finansowe, przedłużenie czasu cyklu oraz naruszenie integralności konstrukcyjnej. Skuteczny przewodnik po wadach formowania wtryskowego1 wymaga systematycznego podejścia do identyfikacji tego, czy problem wynika z parametry maszyny, to projekt formy, lub surowiec charakterystyka.
Zrozumienie zachowania polimerów – np. wysokiego kurczenia się tworzyw półkrystalicznych, takich jak polipropylen (PP), w porównaniu z mniejszym kurczeniem się tworzyw amorficznych, takich jak akrylonitryl-buta-dien-styren (ABS) – jest kluczowe dla rozwiązywania problemów.
Co powoduje nadmiar materiału i jak można go usunąć z części plastikowych?
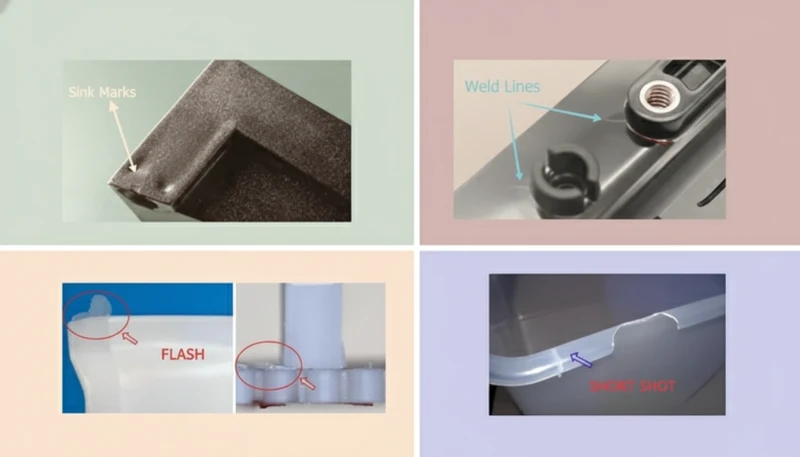
Zarys (lub brzytka) to wyciek stopionego tworzywa z komory formującej, który zwykle występuje wzdłuż linii rozdzielczej lub w okolicach wyrzutników. Wygląda on jak cienki, niepożądany płat materiału.
Analiza przyczyn głębokich: flash
| Kategoria | Prawdopodobna przyczyna podstawowa | Sprawdzenie parametrów inżynierskich |
|---|---|---|
| Proces | Ciśnienie wtrysku zbyt wysokie | Zmniejszyć ciśnienie wtrysku o 5–10%. |
| Proces | Siła zacisku za niska | Upewnij się, że siła zamykania wynosi 2,5–5 ton na cal kwadratowy projekcji. |
| Proces | Temperatura stopionego materiału za wysoka | Obniż temperaturę w cylindrze (zmniejsza lepkość). |
| Forma | Niezgodność linii rozdzielnej | Sprawdź, czy nie ma zanieczyszczeń (resztek tworzywa), które uniemożliwiają pełne zamknięcie. |
| Forma | Odchylenie narzędzi | Upewnij się, że filary podporowe płyt formy są odpowiednio mocne. |
Zwiększenie siły zamykania zawsze jest pierwszym i najbezpieczniejszym rozwiązaniem eliminującym nadmiar materiału.Fałszywe
Chociaż niska siła zamykania powoduje nadmiar materiału, jej zbyt duże zwiększanie może przytłoczyć otwory wentylacyjne, uszkodzić linię rozdzielczą formy i pogorszyć zatrzymanie gazów. Najpierw optymalizuj ciśnienie wtrysku i temperaturę stopienia.
Obniżenie prędkości wtrysku może pomóc w eliminacji nadmiaru materiału, obniżając ciśnienie w komorze w momencie napełniania.Prawdziwe
Szybsze wtryski generują większą ilość ciepła i szczytowe ciśnienie w komorze, co zwiększa siłę próbującą otworzyć formę.
Postproces: Usuwanie flasha
Choć celem jest zapobieganie, usuwanie nadmiaru materiału z części plastikowych2 często jest konieczną czynnością drugorzędnej rangi.
- Ręczne obcinanie: Używanie nożyczek do papieru lub skrobaków (wysokie koszty pracy).
- Kriogeniczne usuwanie zarysów: Wykorzystanie azotu ciekłego do stwardnienia nadmiaru materiału, a następnie obróbka w maszynie do tarcia (efektywne przy przetwarzaniu partiami).
- Robotyczne obrabianie: Dla dużych części samochodowych wymagających wysokiej precyzji.
Jakie rozwiązania inżynierskie skutecznie eliminują wgniecenia?
Znaki osiadania to lokalne wgniecenia na powierzchni części, które zwykle pojawiają się w okolicach grubych sekcji, żeber lub wypustek. Występują, gdy wewnętrzna część tworzywa styka się ze skórą zewnętrzną, ale ochładza się wolniej, co powoduje wciągnięcie powierzchni do środka wraz z kurczeniem się materiału.
Krok po kroku: Jak usunąć wgniecenia
- Weryfikacja fazy pakowania: Upewnienie się, że ciśnienie utrzymujące musi być wystarczająco wysokie i stosowane przez odpowiednio długi czas (aż do zamarznięcia wlotu). Powszechnym regułem jest, że czas pakowania powinien być o 1–2 sekundy dłuższy niż czas zamarzania wlotu.
- Sprawdzenie temperatury stopionego materiału: Zbyt wysoka temperatura wymaga dłuższego czasu chłodzenia. Obniż temperaturę stopienia w granicach zalecanych przez producenta.
- Obejrzenie poduszki: Monitoruj pozycję poduszki śrubowej. Jeśli poduszka nie dociera do dna, ciśnienie nie zostanie przekazane do komory.
Wytyczne projektowe dotyczące zapobiegania wgnieceniom
Inżynierowie poszukujący sposobów na naprawę wgnieceń3 często muszą spojrzeć na sam projekt części.
- Reguła belki: Grubość belki powinna wynosić 40% do 60% zależności od grubości sąsiedniej ściany.
- Wykonywanie wycięć: Usuń materiał z grubych sekcji, aby utrzymać równomierne grubości ścian.
- Położenie wlotu: Umieść wlot w najgrubszej części części, aby ciśnienie pakujące dotarło do obszarów podatnych na kurczenie się.

Jakie strategie są skuteczne w zapobieganiu odkształcaniu części?
Zniekształcenie to zniekształcenie kształtu części po wyrzuceniu. Powodowane jest przez różnicowe kurczenie– gdzie różne obszary części kurczą się w różnym tempie ze względu na nierównomierne chłodzenie lub niejednorodną orientację molekularną.
Rozwiązywanie problemów z odkształceniami: czynnik chłodzenia
| Czynnik | Opis | Strategia minimalizacji |
|---|---|---|
| Jednorodność chłodzenia | Jedna strona formy jest cieplejsza od drugiej. | Zapewnić oddzielne obwody chłodzenia dla rdzenia i jamy formy. Dążyć do różnicy temperatur (△T) na całej powierzchni formy mniejszej niż 5°C. |
| Orientacja włókien | Włókna szklane ulegają orientacji w kierunku przepływu, co prowadzi do anizotropowego kurczenia się. | Dostosuj położenie wlotu, aby zmienić kierunek przepływu; stosuj techniki procesowe służące losowaniu przepływu. |
| Napór wydechowy | Wyrzucanie części, gdy jest jeszcze zbyt gorąca, powoduje jej wygięcie. | Zwiększ czas chłodzenia; sprawdź równowagę wyrzutników. |
Kanały chłodzące powinny być umieszczane jak najdalej od komory formy, aby zapobiec szoku termicznemu.Fałszywe
Kanały chłodzące powinny być konformalne lub umieszczone blisko powierzchni komory, aby zapewnić szybkie i równomierne odprowadzanie ciepła, co jest kluczowe dla zapobiegania zniekształceniom.
Różnicowe kurczenie jest główną przyczyną zniekształceń w częściach wytwarzanych metodą wtryskową.Prawdziwe
Gdy różne obszary części kurczą się w różnym tempie ze względu na nierównomierny proces chłodzenia lub różnice w grubości ścianek, powstają naprężenia wewnętrzne, które prowadzą do zniekształceń.
Dla wysokopracywnych branż, takich jak motoryzacja, zapobieganie zniekształceniom części4 często wymaga stosowania kanałów chłodzących konformalnych (metalowych wstawek drukowanych w technologii 3D), które dokładnie podążają za złożoną geometrią części.
Jak inżynierowie powinni podejmować działania w przypadku problemów z niedopaleniem?
Krótkie strzały Zdarzają się, gdy stopiony tworzywo nie wypełnia całkowicie komory formy. W rezultacie powstają części niepełne.
Lista sprawdzania w przypadku niedopaleń
Aby rozwiązać Rozwiązywanie problemów związanych z krótkimi strzałami5, systematycznie sprawdzić następujące elementy:
- Dostawa materiału: Czy zasypka jest pusta, czy też gardło zasilające jest zablokowane?
- Wentylacja: Zatrzymany gaz tworzy ciśnienie tylnego, które uniemożliwia wypełnienie. Sprawdź otwory wentylacyjne (zazwyczaj o głębokości 0,0005–0,0015 cala).
- Szybkość/ciśnienie wtrysku: Jeśli materiał zamarza przed wypełnieniem, zwiększ prędkość wtrysku (szybkość wypełniania).
- Przewodniki przepływu: W projektowaniu formy lekko pogrub ścianki, aby zachęcić materiał do przepływu w kierunku ostatnich do wypełnienia obszarów.

Jakie są zalecane scenariusze zastosowań wysokiej jakości formowania?
Utrzymanie procesu bezdefektowego jest kluczowe w specjalnych sektorach, gdzie tolerancje są bardzo ścisłe, a estetyka ma pierwszorzędne znaczenie.
- Urządzenia medyczne: Syringi i fiolki nie mogą mieć zarysy, ponieważ luźne cząstki tworzywa mogą zanieczyścić płynne materiały.
- Wyposażenie wnętrz samochodowych: Deski rozdzielcze i panele muszą być wolne od znaki osiadania oraz zniekształcenie aby zapewnić odpowiednie dopasowanie podczas montażu oraz atrakcyjność estetyczną.
- Elektronika: Złącza i obudowy wymagają precyzyjnego wypełnienia; krótkie strzały co może naruszyć właściwości izolacji elektrycznej.

FAQ: Częste defekty formowania wtryskowego
Pytanie: Czy temperatura formy może wpływać na flash?
Odp.: Tak. Wyższa temperatura formy obniża viskozność tworzywa, co ułatwia jego przepływ. Jeśli viskozność spadnie zbyt nisko, materiał może przedostać się do szczelin na linii rozdzielającej, powodując wybrzuszenia.
Pytanie: Dlaczego wgniecenia pojawiają się w pobliżu żeber?
Odp.: Ręce dodają masę do grubości ścianki. Jeśli miejsce styku ręki z ścianką jest zbyt grube, ten obszar dłużej utrzymuje ciepło. Gdy środek schładza się i kurczy, ciągnie powierzchnię w dół.
Pyt.: Jak ciśnienie tylne wpływa na niedopalenie?
Odp.: Niskie ciśnienie tylne może skutkować nieregularną gęstością stopionego materiału i niedostateczną ilością materiału przed wkrętem, co prowadzi do niedopalenia. Zwiększenie ciśnienia tylnej zapewnia jednorodny stopiony materiał.
Pytanie: Czy zniekształcenia zawsze wynikają z problemów z chłodzeniem?
Odp.: Nie. Chociaż najczęstszą przyczyną zniekształceń jest nadmierne chłodzenie, zniekształcenia mogą również wynikać z nadmiernego ciśnienia pakującego (tworzącego naprężenia wewnętrzne) lub z nieodpowiedniego wyboru materiału (materiały o dużej kurczliwości, takie jak polietylen (PE), zniekształcają się bardziej niż poliwęglan (PC)).
Pyt.: Jaka jest różnica między niedopaleniem a zatrzymaniem gazu?
Odp.: Niedopalenie to brak materiału. Zatrzymanie gazu (efekt diesla) występuje, gdy powietrze nie może uciec, zostaje sprężone i spala tworzywo. Zatrzymania gazu często pozostawiają czarne ślady spalenia, podczas gdy niedopalenia zwykle pozostawiają czyste, zaokrąglone krawędzie tam, gdzie przepływ został zatrzymany.

Ostateczne spostrzeżenia
Sukces w rozwiązywaniu defektów wtryskowego formowania wymaga dyscyplinowanego podejścia do parametrów procesowych. Dzięki odniesieniu się do strukturyzowanego Przewodnik po defektach formowania wtryskowego, inżynierowie mogą ustalić, czy pierwotna przyczyna tkwi w Rozwiązywanie problemów związanych z krótkimi strzałami dynamice przepływu, czy w zarządzaniu termicznym wymaganym dla zapobieganie zniekształceniu części, lub parametry pakowania potrzebne do jak naprawić wgniecenia. Optymalne okno procesowe minimalizuje odpady i maksymalizuje rentowność.
- Ten przewodnik zapewnia kompleksowy przegląd kategoryzacji defektów, stanowiąc bazę dla protokołów rozwiązywania problemów. ↩
- Praktyczne techniki postprocesowej obróbki wykończeniowej, niezbędne do uratowania części, w których korekty procesowe nie są w stanie całkowicie usunąć wybrzuszeń. ↩
- Autoratywny źródło dotyczące dynamiki termicznej chłodzenia tworzyw i związku pomiędzy grubością ścianek a wpadlinami na powierzchni. ↩
- Szczegółowe strategie zarządzania różnicowym kurczeniem i kontrolą temperatury formy, aby utrzymać stabilność wymiarową. ↩
- Skupia się na mechanice przepływu i rozwiązaniach wentylacyjnych specjalnie dla problemów z niepełnym wypełnieniem. ↩