要点
– 根本原因の分析では、「プロセス-金型-材料」の三角形に着目することが多く、調整は一度に一つの変数に絞って行う必要があります。.
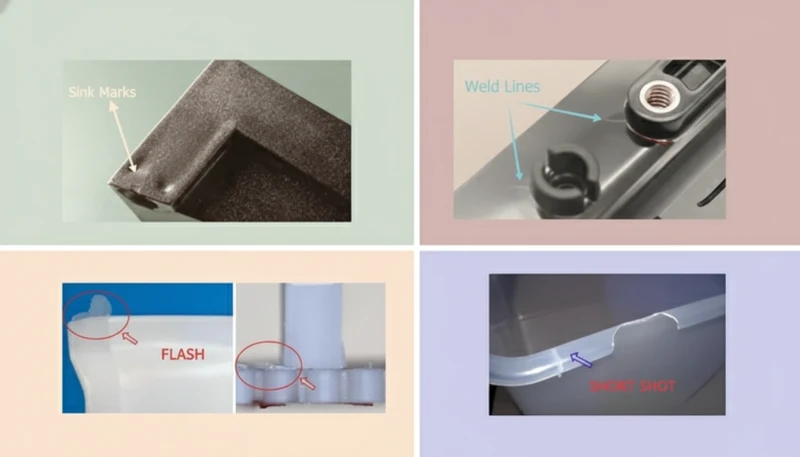
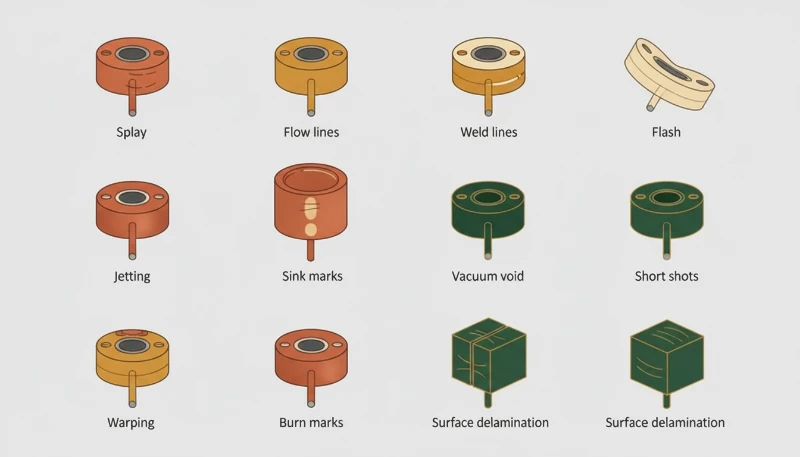
– フラッシュは通常、クランプ力や金型の位置合わせに起因する問題であり、一方でシンクマークは厚い部位での熱収縮によって生じます。.
– ワープは、不均一な冷却や繊維の配向によって引き起こされる差異収縮によって生じます。.
– ショートショットは流れの滞りを示しており、多くの場合、エア抜きの改善や温度の上昇が必要です。.
射出成形の効率に欠陥が及ぼす影響とは何でしょうか?
射出成形業界において、欠陥は単なる外観上の問題にとどまらず、多額の経済的損失やサイクルタイムの延長、さらには構造的強度の低下を招きます。効果的な射出成形の欠陥対策ガイド1 問題の原因がプロセス、金型、材料のいずれに起因するのかを特定するためには、体系的なアプローチが必要です。 マシンパラメータ, 、その 金型設計, 、または 原材料 特性。.
ポリマーの挙動を理解することは、特にポリプロピレン(PP)のような半結晶性プラスチックの高い収縮率と、アクリロニトリル・ブタジエン・スチレン(ABS)のような非結晶性プラスチックの低い収縮率といった特性を把握しておくことが、トラブルシューティングの鍵となります。.
フラッシュは何が原因で発生し、プラスチック部品からどのように除去できるのでしょうか?
フラッシュ (またはバリ)とは、溶融したプラスチックが金型キャビティから漏れ出す現象で、通常はパーティングラインやエジェクターピン付近で発生します。見た目は薄く、不要な材料のひだ状の部分として現れます。.
根本原因分析:フラッシュ
| カテゴリ | 潜在的な根本原因 | エンジニアリングパラメータの確認 |
|---|---|---|
| プロセス | 射出圧力が高すぎる | 射出圧力を5~10%低減してください。. |
| プロセス | クランプ力が低すぎる | クランプトン数は、投影面積1平方インチあたり2.5~5トンとなるよう設定してください。. |
| プロセス | 溶融温度が高すぎる | バレル温度を下げます(粘度を低下させます)。. |
| 金型 | パーティングラインの不一致 | 完全な閉合を妨げるデブリ(プラスチック残渣)がないか確認してください。. |
| 金型 | 工具のたわみ | 金型プレートの支持柱が十分であることを確認してください。. |
フラッシュを解消するためには、クランプトン数を増やすことが常に最初に試みる最も安全で効果的な解決策です。.誤り
低クランプトン数はフラッシュの原因となりますが、過度に高めすぎるとエア抜き口が潰れたり、金型のパーティングラインが損傷したり、ガスの閉じ込めが悪化したりするおそれがあります。まずは射出圧と溶融温度を最適化しましょう。.
射出速度を遅くすることで、充填時にキャビティ内の圧力を低減し、フラッシュの発生を抑えることができます。.真
射出速度を遅くすると、せん断熱とキャビティ内のピーク圧力が低下し、金型を開こうとする力も小さくなります。.
後処理:フラッシュの除去
予防を目標としながらも、プラスチック部品からフラッシュを除去することは2 しばしば、必要不可欠な二次工程となります。.
- 手作業によるトリミング: エクサクトナイフやスクレーパーを使用します(人件費が高額になります)。.
- 低温処理によるフラッシング除去: 液体窒素を用いてフラッシュを脆くし、その後タンブリング処理を行うことで、バッチ処理にも効率的です。.
- ロボットによるルーティング: 高精度が求められる大型自動車部品の場合、.
シンクマークを効果的に解消するための設計上の工夫とは何でしょうか?
シンクマーク シンクマークとは、部品表面に局所的に生じる凹みのことで、通常は厚い部分やリブ、ボスの上に発生します。プラスチックの内部コアが外部の表層よりもゆっくりと冷却されることで、収縮が進むにつれて表面が内側へと引っ張られることで生じます。.
ステップバイステップ:シンクマークの修正方法
- パッキング工程を確認する: 保持圧力を確保する 溶融温度を確認する: パッキング時間は十分に長く、ゲートが固化するまで継続します。一般的な目安としては、パッキング時間はゲートの固化時間より1~2秒長く設定するのがよいでしょう。.
- クッションを点検する: 過剰な熱は冷却時間を長くする必要があります。メーカーが推奨する範囲内で溶融温度を下げましょう。.
- クッションを点検する: スクリュークッションの位置を監視してください。クッションがゼロで底付きしてしまうと、キャビティへ圧力を伝達できなくなります。.
シンクマーク防止のための設計ガイドライン
シンクマークをどのように解消するかを探しているエンジニアは3 しばしば部品そのものの設計を見直す必要があります。.
- リブの法則: リブの厚さは 40%から60%とする 隣接する壁厚の影響を考慮する。.
- コア抜き: 厚い部分の材料を削除して、壁厚を均一に保ちましょう。.
- ゲート位置: 部品の最も厚い部分にゲートを配置し、パッキング圧力を収縮しやすい領域に届けましょう。.

部品のワープを防ぐために有効な戦略にはどのようなものがあるのでしょうか?
反り ワープとは、射出後の部品形状が歪む現象です。その原因は、 差異収縮部品の異なる領域が不均一な冷却や分子配向により、それぞれ異なる速度で収縮することにあります。.
ワープのトラブルシューティング:冷却の要因
| 要因 | 説明 | 軽減策 |
|---|---|---|
| 冷却の均一性 | 金型の片側がもう片側よりも高温になっています。. | コア部とキャビティ部にそれぞれ異なる冷却回路を確保してください。金型全体における温度差(△T)を5℃未満に抑えることを目指してください。. |
| 繊維の配向 | ガラス繊維は流れに沿って配向し、異方性収縮を引き起こします。. | ゲートの位置を調整して流れの方向を変え、ランダム化処理技術を活用しましょう。. |
| エジェクションストレス | 部品をまだ高温のまま射出すると、部品が曲がってしまいます。. | 冷却時間を延長し、エジェクターピンのバランスを確認してください。. |
冷却チャネルは、熱ショックを防ぐために、金型キャビティからできるだけ離れた位置に配置する必要があります。.誤り
冷却チャネルは、迅速かつ均一な放熱を確保するために、コンフォーマル形状とし、またはキャビティ表面に近接して配置する必要があります。これは、反りを防止するうえで極めて重要です。.
差異収縮は、射出成形部品における反りの主な原因です。.真
部品の異なる領域が不均一な冷却や肉厚の変化により異なる速度で収縮すると、内部応力が生じ、その結果として反りが発生します。.
自動車など高精度な産業では、部品の反りを防ぐことが4 しばしば、複雑な部品形状に正確に追随するため、コンフォーマル冷却チャネル(3Dプリント金属インサート)を使用することに繋がります。.
エンジニアは、ショートショットのトラブルシューティングにどのようにアプローチすべきでしょうか?
ショートショット 溶融プラスチックが金型キャビティを完全に充填できない場合に発生し、その結果、不完全な部品が出来上がります。.
ショートショットのトラブルシューティング用チェックリスト
対処するために ショートショットのトラブルシューティング5, 以下の項目を体系的に確認してください:
- 材料供給: ホッパーは空になっているか、あるいはフィードスロートにブリッジができているか確認してください。
- ベント: 閉じ込められたガスは背圧を生じさせ、充填を妨げます。ベント(通常、深さ0.0005″~0.0015″)を確認してください。.
- 射出速度/射出圧力: 材料が充填前に固化してしまう場合は、射出速度(充填速度)を上げてください。.
- フロー・リーダー: 金型設計においては、壁厚部をわずかに厚くすることで、最後に充填される部位へ流れを促すことができます。.

高品質成形の推奨される適用シーンには何がありますか?
公差が厳密で、外観が最も重要な特定の分野では、欠陥のないプロセスを維持することが極めて重要です。.
- 医療機器: シリンジおよびバイアルには フラッシュ, 緩んだプラスチック粒子が流体を汚染する可能性があるためです。.
- 自動車内装: ダッシュボードおよびパネルには シンクマーク および 反り 適切な組み立て精度と美的魅力を確保するためにも、必要です。.
- 電子機器: コネクターやハウジングには、精密な充填が求められます。; ショートショット 電気絶縁特性を損なうおそれがあります。.

FAQ:一般的な射出成形の欠陥
Q:金型温度はフラッシュに影響を及ぼすことがありますか?
A:はい。金型温度を高くすると、プラスチックの粘度が低下し、流れやすくなります。しかし、粘度が低くなりすぎると、材料がパーティングラインの隙間に漏れ出し、フラッシュの原因となることがあります。.
Q:リブの近くにシンクマークが現れるのはなぜですか?
A:リブは壁厚に質量を加えます。リブと壁の交差点が厚すぎる場合、その部分はより長く熱を保持します。中心部が冷えて収縮すると、表面を引き下げてしまいます。.
Q:背圧はショートショットにどのような影響を与えますか?
A:背圧が低いと、溶融樹脂の密度が不均一になり、スクリュー前方の材料量が不足してショートショットが発生する可能性があります。背圧を上げることで、均質な溶融樹脂を確保できます。.
Q:ワープは常に冷却に関する問題なのでしょうか?
A:いいえ。一般的には冷却が主な原因ですが、反りは過剰なパッキング圧(内部応力を生じさせる)や、不適切な材料選定(ポリエチレン(PE)のような収縮率の高い材料は、ポリカーボネート(PC)よりも大きく反る)によっても生じることがあります。.
Q:ショートショットとガストラップの違いは何ですか?
A:ショートショットは材料の不足を指し、ガストラップ(ディーゼル効果)は、空気が逃げられず圧縮され、プラスチックを焼灼してしまう現象です。ガストラップではしばしば黒い焦げ跡が残りますが、ショートショットでは一般的に、流れが止まった箇所にきれいな丸みのある端部が形成されます。.

最終的な考察
射出成形の欠陥を成功裏に解決するためには、プロセス変数に対して規律あるアプローチが必要です。構造化された 射出成形の欠陥ガイド, を参照することで、エンジニアは根本的な原因が ショートショットのトラブルシューティング 流れの動力学にあるのか、それとも 部品の反りを防止する, または、必要なパッキングパラメータについて シンクマークの修正方法. に必要な熱管理にあるのかを特定することができます。.