Puntos clave
– El análisis de la causa raíz suele apuntar al triángulo “Proceso-Molde-Material”; los ajustes deben aislarse a una variable a la vez.
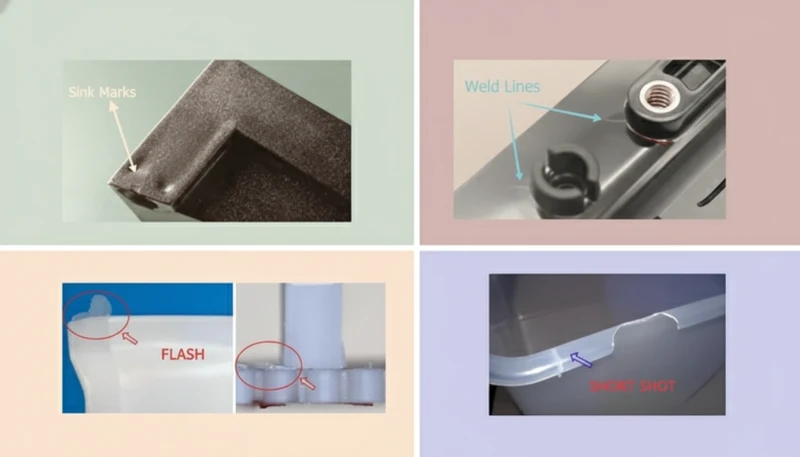
– El flash suele deberse a un problema de fuerza de cierre o de alineación del herramental, mientras que las marcas de hundimiento resultan de la contracción térmica en áreas gruesas.
– La deformación está provocada por la contracción diferencial causada por un enfriamiento desigual o por la orientación de las fibras.
– Los cortes cortos indican una hesitación en el flujo, lo que a menudo requiere mejoras en la ventilación o aumentos de temperatura.
¿Cuál es el impacto de los defectos en la eficiencia del moldeo por inyección?
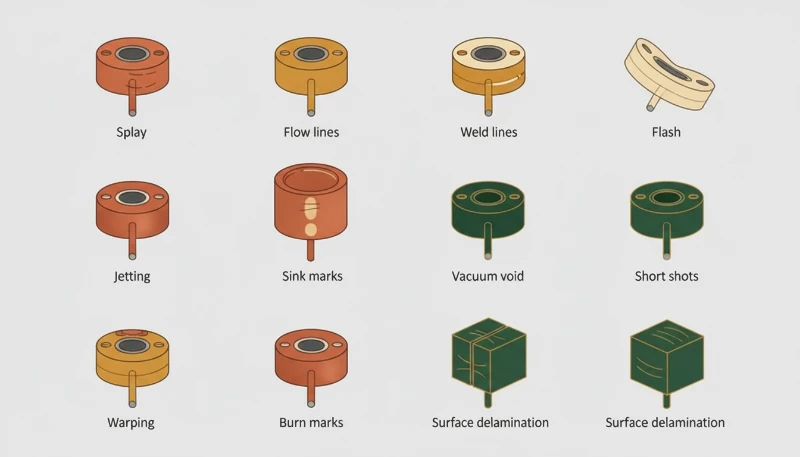
En la industria del moldeo por inyección, los defectos no son meramente problemas estéticos; representan pérdidas financieras significativas, prolongaciones del tiempo de ciclo y una integridad estructural comprometida. Una guía efectiva para los defectos del moldeo por inyección1 requiere un enfoque sistemático para identificar si el problema proviene del parámetros de la máquina, el diseño del molde, o el material bruto características.
Comprender el comportamiento de los polímeros—como las altas tasas de contracción de los plásticos semicristalinos, como el polipropileno (PP), frente a la menor contracción de los plásticos amorfos, como el acrilonitrilo butadieno estireno (ABS)—es fundamental para la resolución de problemas.
¿Qué causa el flash y cómo se puede eliminar de las piezas plásticas?
Flash (o rebaba) es la salida de plástico fundido desde la cavidad del molde, que suele producirse en la línea de separación o en los pasadores de expulsión. Se presenta como una fina lengüeta de material no deseada.
Análisis de la causa raíz: Rechazo
| Categoría | Causa raíz potencial | Verificación de parámetros de ingeniería |
|---|---|---|
| Proceso | Presión de inyección demasiado alta | Reducir la presión de inyección en 5-10%. |
| Proceso | Fuerza de sujeción demasiado baja | Asegúrese de que la tonelaje de cierre sea de 2,5 a 5 toneladas por pulgada cuadrada de área proyectada. |
| Proceso | Temperatura de fusión demasiado alta | Reduzca la temperatura del barril (reduce la viscosidad). |
| Molde | Desajuste de la línea de separación | Verifique la presencia de residuos (restos de plástico) que impidan el cierre completo. |
| Molde | Deflexión del utillaje | Confirme que los pilares de soporte de la placa del molde sean suficientes. |
Aumentar la tonelaje de cierre es siempre la primera y más segura solución para eliminar el flash.Falso
Si bien una baja tonelaje de cierre provoca flash, aumentarla en exceso puede aplastar las ventanas de ventilación, dañar la línea de separación del molde y empeorar el atrapamiento de gases. Primero optimice la presión de inyección y la temperatura de fusión.
Reducir la velocidad de inyección puede ayudar a eliminar el flash al disminuir la presión en la cavidad en el momento del llenado.Verdadero
Velocidades de inyección más lentas reducen el calor de cizallamiento y la presión máxima en la cavidad, disminuyendo así la fuerza que intenta abrir el molde.
Post-procesamiento: Eliminación del rechazo
Aunque la prevención es el objetivo, eliminar el flash de las piezas plásticas2 suele ser una operación secundaria necesaria.
- Recorte manual: Utilizar cuchillas exacto o raspadores (alto costo laboral).
- Desflashado criogénico: Usar nitrógeno líquido para hacer que el flash se vuelva frágil, seguido de un proceso de tumbling (eficiente para procesos por lotes).
- Ruteo robótico: Para piezas automotrices grandes que requieren alta precisión.
¿Qué soluciones de ingeniería resuelven eficazmente las marcas de hundimiento?
Marcas de hundimiento son depresiones localizadas en la superficie de una pieza, que suelen aparecer sobre secciones gruesas, nervaduras o protuberancias. Ocurren cuando el núcleo interno del plástico se enfría más lentamente que la capa externa, tirando de la superficie hacia adentro a medida que se contrae.
Paso a paso: Cómo corregir las marcas de hundimiento
- Verificar la fase de embalaje: Asegurar la presión de mantenimiento sea lo suficientemente alta y se aplique durante el tiempo necesario (hasta que la puerta se congele). Una regla general es que el tiempo de compactación debe ser de 1 a 2 segundos más largo que el tiempo de congelación de la puerta.
- Comprobar la temperatura de fusión: El calor excesivo requiere tiempos de enfriamiento más largos. Reduzca la temperatura de fusión dentro del rango recomendado por el fabricante.
- Inspeccionar el amortiguador: Monitoree la posición del amortiguador del tornillo. Si el amortiguador no produce ningún tope inferior, la presión no podrá transferirse a la cavidad.
Directrices de diseño para prevenir las marcas de hundimiento
Los ingenieros que buscan cómo corregir las marcas de hundimiento3 a menudo deben examinar el propio diseño de la pieza.
- La regla de las nervaduras: El espesor de las nervaduras debe ser de 40% a 60% del espesor de la pared adyacente.
- Sacar el núcleo: Elimine material de las secciones gruesas para mantener un espesor de pared uniforme.
- Ubicación de la entrada: Coloque la puerta en la sección más gruesa de la pieza para permitir que la presión de compactación llegue a las áreas propensas a la contracción.

¿Qué estrategias funcionan para prevenir la deformación de las piezas?
Deformación es la distorsión de la forma de la pieza después de la expulsión. Se debe a contracción diferencial—donde diferentes áreas de la pieza se contraen a distintas velocidades debido a un enfriamiento desigual o a la orientación molecular.
Resolución de problemas de deformación: el factor enfriamiento
| Factor | Descripción | Estrategia de mitigación |
|---|---|---|
| Uniformidad del enfriamiento | Un lado del molde está más caliente que el otro. | Asegúrese de que existan circuitos de enfriamiento separados para el núcleo y la cavidad. Apunte a un diferencial de temperatura (△T) a través del molde de <5°C. |
| Orientación de las fibras | Las fibras de vidrio se alinean con el flujo, lo que provoca una contracción anisotrópica. | Ajuste la ubicación de la puerta para modificar la dirección del flujo; utilice técnicas de procesamiento aleatorias. |
| Estrés de expulsión | Expulsar la pieza mientras está demasiado caliente hace que se doble. | Aumente el tiempo de enfriamiento; verifique el equilibrio de los pasadores de expulsión. |
Los canales de enfriamiento deben colocarse lo más lejos posible de la cavidad del molde para evitar el choque térmico.Falso
Los canales de enfriamiento deben ser conformes o colocarse cerca de la superficie de la cavidad para garantizar una eliminación rápida y uniforme del calor, lo cual es fundamental para prevenir la deformación.
La contracción diferencial es la principal causa de deformación en las piezas moldeadas por inyección.Verdadero
Cuando diferentes regiones de una pieza se contraen a distintas velocidades debido a un enfriamiento desigual o a variaciones en el espesor de las paredes, se generan tensiones internas que provocan la deformación.
Para industrias de alta precisión como la automotriz, prevenir la deformación de las piezas4 a menudo implica utilizar canales de enfriamiento conformes (insertos metálicos impresos en 3D) para seguir exactamente las geometrías complejas de las piezas.
¿Cómo deberían abordar los ingenieros la resolución de problemas de cortes cortos?
Inyecciones cortas ocurren cuando el plástico fundido no logra llenar completamente la cavidad del molde. Esto da como resultado piezas incompletas.
Lista de verificación para la resolución de cortes cortos
Para abordar Solución de problemas de disparos cortos5, verificar sistemáticamente lo siguiente:
- Alimentación del material: ¿Está vacío el alimentador o está obstruida la garganta de alimentación?
- Ventilación: El gas atrapado crea contrapresión, lo que impide el llenado. Verificar los respiraderos (normalmente con una profundidad de 0,0005″ – 0,0015″).
- Velocidad/Presión de inyección: Si el material se congela antes de completar el llenado, aumentar la velocidad de inyección (tasa de llenado).
- Líderes de flujo: En el diseño del molde, engrosar ligeramente las secciones de pared para favorecer el flujo hacia las áreas que se llenan en último lugar.

¿Cuáles son los escenarios de aplicación recomendados para el moldeo de alta calidad?
Mantener un proceso libre de defectos es crucial en sectores específicos donde las tolerancias son estrictas y la estética es primordial.
- Dispositivos médicos: Las jeringas y los viales no pueden tener flash, ya que las partículas sueltas de plástico pueden contaminar los fluidos.
- Interiores automotrices: Los tableros de instrumentos y los paneles deben estar libres de marcas de hundimiento y deformación para asegurar un ajuste adecuado durante el ensamblaje y un aspecto estético atractivo.
- Electrónica: Los conectores y las carcasas requieren un llenado preciso; inyecciones cortas comprometen las propiedades de aislamiento eléctrico.

Preguntas frecuentes: Defectos comunes del moldeo por inyección
P: ¿Puede la temperatura del molde afectar el rechazo?
R: Sí. Unas temperaturas más altas del molde disminuyen la viscosidad del plástico, lo que facilita su flujo. Si la viscosidad baja demasiado, el material puede filtrarse en las grietas de la línea de separación, causando rebabas.
P: ¿Por qué aparecen marcas de hundimiento cerca de las nervaduras?
R: Las nervaduras aumentan la masa del espesor de la pared. Si la intersección entre la nervadura y la pared es demasiado gruesa, esa zona retiene el calor durante más tiempo. A medida que el centro se enfría y se contrae, tira de la superficie hacia abajo.
P: ¿Cómo influye la contrapresión en los cortes cortos?
R: Una contrapresión baja puede resultar en una densidad de fusión inconsistente y en un volumen insuficiente de material frente al tornillo, lo que lleva a un corte corto. Aumentar la contrapresión garantiza una fusión homogénea.
P: ¿Es siempre el alabeo un problema de enfriamiento?
R: No. Aunque el enfriamiento es la causa más común, la deformación también puede deberse a una presión de compactación excesiva (que genera tensiones internas) o a una mala selección del material (los materiales con alta contracción, como el polietileno (PE), se deforman más que el policarbonato (PC)).
P: ¿Cuál es la diferencia entre un corte corto y una trampa de gas?
R: Un corte corto es la falta de material. Una trampa de gas (efecto diésel) ocurre cuando el aire no puede escapar, se comprime y quema el plástico. Las trampas de gas suelen dejar marcas negras de quemadura, mientras que los cortes cortos generalmente dejan bordes limpios y redondeados donde se detuvo el flujo.

Reflexiones finales
Resolver con éxito los defectos del moldeo por inyección requiere un enfoque disciplinado respecto a las variables del proceso. Al referirse a un marco estructurado guía de defectos del moldeo por inyección, los ingenieros pueden identificar si la causa raíz radica en la Solución de problemas de disparos cortos dinámica del flujo, en la gestión térmica necesaria para prevenir la deformación de las piezas, o los parámetros de compactación necesarios para cómo corregir las marcas de hundimiento. Un rango de proceso equilibrado minimiza el desperdicio y maximiza la rentabilidad.
- Esta guía ofrece una visión integral de la categorización de defectos, sirviendo como base para los protocolos de resolución de problemas. ↩
- Técnicas prácticas de acabado posterior al proceso, fundamentales para recuperar piezas cuando los ajustes del proceso no pueden eliminar completamente las rebabas. ↩
- Una fuente autorizada sobre la dinámica térmica del enfriamiento del plástico y la relación entre el espesor de la pared y las depresiones en la superficie. ↩
- Estrategias detalladas para gestionar la contracción diferencial y el control de la temperatura del molde, a fin de mantener la estabilidad dimensional. ↩
- Se centra en la mecánica del flujo y en soluciones de ventilación específicamente para problemas de llenado incompleto. ↩