Wichtige Erkenntnisse
– Die Ursachenanalyse weist häufig auf das Dreieck “Prozess–Formwerkzeug–Material” hin; Anpassungen müssen jeweils nur an einer einzigen Variablen vorgenommen werden.
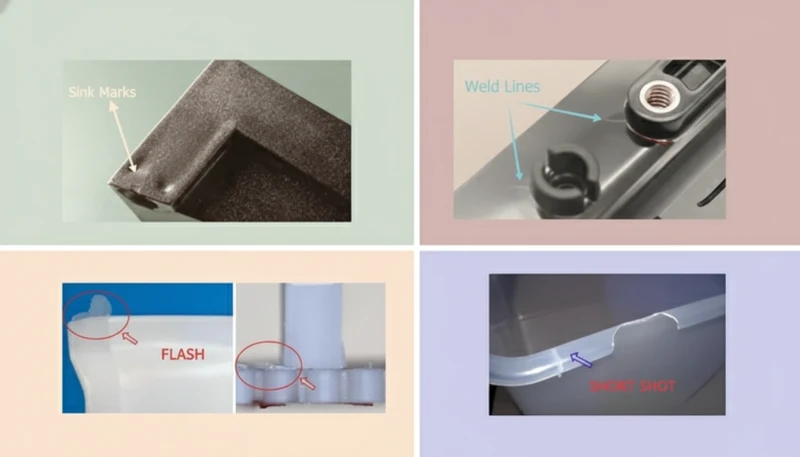
– Flash ist in der Regel ein Problem der Schließkraft oder der Werkzeugausrichtung, während Sinkmarks durch thermische Schrumpfung in dicken Bereichen entstehen.
– Verzug wird durch unterschiedliche Schrumpfraten verursacht, die durch ungleichmäßige Abkühlung oder Faserorientierung hervorgerufen werden.
– Kurze Einschüsse deuten auf Flussverzögerungen hin und erfordern häufig Verbesserungen bei der Entlüftung oder eine Erhöhung der Temperatur.
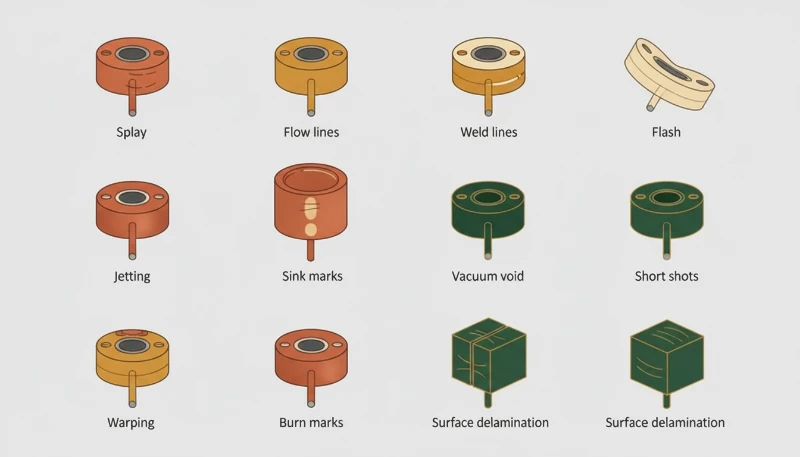
Welchen Einfluss haben Defekte auf die Effizienz des Spritzgusses?
In der Spritzgussindustrie sind Defekte nicht nur kosmetische Probleme; sie führen zu erheblichen finanziellen Verlusten, längeren Zykluszeiten und einer beeinträchtigten strukturellen Integrität. Ein effektiver Leitfaden zur Behebung von Spritzgussdefekten1 erfordert einen systematischen Ansatz, um festzustellen, ob das Problem aus dem Maschinenparameter, die Formenkonstruktion, oder die Rohmaterial Eigenschaften.
Das Verständnis des Verhaltens von Polymeren – etwa der hohen Schrumpfraten von halbkristallinen Kunststoffen wie Polypropylen (PP) im Vergleich zu den geringeren Schrumpfraten von amorphen Kunststoffen wie Acrylnitril-Butadien-Styrol (ABS) – ist entscheidend für die Fehlerbehebung.
Was verursacht Flash und wie kann er von Kunststoffteilen entfernt werden?
Flash (oder Grat) ist der Austritt von geschmolzenem Kunststoff aus der Formhöhle, der sich typischerweise an der Trennlinie oder an den Auswerferstiften bildet. Er erscheint als dünner, unerwünschter Materialstreifen.
Ursachenanalyse: Flash
| Kategorie | Potenzielle Ursache | Überprüfung der technischen Parameter |
|---|---|---|
| Prozess | Spritzdruck zu hoch | Reduzieren Sie den Spritzdruck um 5–10 %. |
| Prozess | Spannkraft zu niedrig | Stellen Sie sicher, dass die Schließkraft 2,5–5 Tonnen pro Quadratzoll der projizierten Fläche beträgt. |
| Prozess | Schmelztemperatur zu hoch | Senken Sie die Zylindertemperatur (reduziert die Viskosität). |
| Form | Abtrennungslinien nicht übereinstimmend | Prüfen Sie, ob Rückstände (Kunststoffreste) das vollständige Schließen verhindern. |
| Form | Verformung der Werkzeuge | Vergewissern Sie sich, dass die Stützpfeiler der Formplatte ausreichend dimensioniert sind. |
Die Erhöhung der Schließkraft ist stets die erste und sicherste Lösung, um Flash zu beseitigen.Falsch
Während eine zu geringe Schließkraft Flash verursacht, kann eine übermäßige Erhöhung der Schließkraft die Entlüftungsöffnungen zerdrücken, die Trennlinie der Form beschädigen und das Einfangen von Gasen verschlimmern. Optimieren Sie zunächst den Einspritzdruck und die Schmelzetemperatur.
Die Reduzierung der Einspritzgeschwindigkeit kann helfen, Flash zu beseitigen, indem der Hohlraumdruck im Moment der Füllung gesenkt wird.Richtig
Langsamere Einspritzgeschwindigkeiten verringern die Scherwärme und den maximalen Hohlraumdruck, wodurch die Kraft, die versucht, die Form zu öffnen, reduziert wird.
Nachbearbeitung: Entfernen von Flash
Obwohl Prävention das Ziel ist, ist das Entfernen von Flash von Kunststoffteilen2 häufig eine notwendige Nebenoperation.
- Manuelle Nachbearbeitung: Verwendung von Exacto-Messern oder Schabern (hohe Arbeitskosten).
- Kryogene Entgratung: Verwendung von flüssigem Stickstoff zur Versprödung des Flashs, gefolgt von einem Kugelstrahlen (effizient für die Chargenverarbeitung).
- Roboterbasierte Fräsprozesse: Für große Automobilteile, die hohe Präzision erfordern.
Welche technischen Lösungen wirken effektiv gegen Sinkmarks?
Sinkflecken Sinkmarks sind lokalisierte Vertiefungen auf der Oberfläche eines Teils, die sich meist über dicken Abschnitten, Rippen oder Noppen bilden. Sie entstehen, wenn der innere Kern des Kunststoffs langsamer abkühlt als die äußere Haut und die Oberfläche beim Schrumpfen nach innen zieht.
Schritt für Schritt: So beheben Sie Senkstellen
- Verpackungsphase überprüfen: Stellen Sie sicher, dass die Haltepressur ist hoch genug und wird lange genug angewendet (bis die Angussöffnung erstarrt). Eine allgemeine Faustregel besagt, dass die Nachpresszeit 1–2 Sekunden länger sein sollte als die Zeit bis zur Erstarrung der Angussöffnung.
- Schmelztemperatur prüfen: Übermäßige Hitze erfordert längere Abkühlzeiten. Senken Sie die Schmelzetemperatur innerhalb des vom Hersteller empfohlenen Bereichs.
- Polsterung inspizieren: Überwachen Sie die Position des Schneckendämpfers. Wenn der Dämpfer keinen vollständigen Bodenkontakt mehr ermöglicht, kann der Druck nicht auf den Hohlraum übertragen werden.
Gestaltungsrichtlinien zur Vermeidung von Sinkmarks
Ingenieure, die nach Lösungen zur Behebung von Sinkmarks suchen,3 müssen oft das Design des Teils selbst betrachten.
- Die Rippenregel: Die Rippenstärke sollte zwischen 40% und 60% liegen der benachbarten Wandstärke.
- Entkernung: Entfernen Sie Material aus dicken Bereichen, um eine gleichmäßige Wandstärke zu gewährleisten.
- Türöffnungsort: Platzieren Sie den Anguss in den dicksten Teil des Teils, damit der Nachpressdruck die Bereiche erreicht, die anfällig für Schrumpfung sind.

Welche Strategien eignen sich zur Vermeidung von Teilverzug?
Verzug ist die Verformung der Teileform nach dem Auswerfen. Sie wird verursacht durch differenzielle Schrumpfung– wo verschiedene Bereiche des Teils aufgrund ungleichmäßiger Abkühlung oder molekularer Orientierung mit unterschiedlichen Geschwindigkeiten schrumpfen.
Fehlerbehebung bei Verzug: Der Kühlungsfaktor
| Faktor | Beschreibung | Minderungsstrategie |
|---|---|---|
| Kühlungsgleichmäßigkeit | Eine Seite der Form ist heißer als die andere. | Stellen Sie getrennte Kühlkreisläufe für Kern und Formhohlraum sicher. Ziel ist ein Temperaturunterschied (△T) über die Form von weniger als 5 °C. |
| Faserorientierung | Glasfasern richten sich nach dem Fluss aus und verursachen anisotrope Schrumpfung. | Passen Sie die Angussposition an, um die Flussrichtung zu verändern; verwenden Sie randomisierende Verarbeitungstechniken. |
| Auswurfspannung | Wenn das Teil noch zu heiß ausgeworfen wird, verbiegt es sich. | Verlängern Sie die Abkühlzeit; prüfen Sie die Auswerferstiftbalance. |
Kühlkanäle sollten so weit wie möglich vom Formhohlraum entfernt angeordnet werden, um thermischen Schock zu vermeiden.Falsch
Kühlkanäle sollten konform ausgeführt oder nahe der Hohlraumoberfläche platziert werden, um eine schnelle und gleichmäßige Wärmeabfuhr zu gewährleisten – dies ist entscheidend, um Verzug zu verhindern.
Differenzielle Schrumpfung ist die Hauptursache für Verzug bei spritzgegossenen Teilen.Richtig
Wenn sich verschiedene Bereiche eines Teils aufgrund ungleichmäßiger Kühlung oder unterschiedlicher Wandstärken mit unterschiedlichen Geschwindigkeiten zusammenziehen, entstehen innere Spannungen, die zu Verzug führen.
In hochpräzisen Branchen wie der Automobilindustrie ist die Vermeidung von Teilverzug4 häufig mit dem Einsatz von konformen Kühlkanälen (3D-gedruckte Metalleinsätze) verbunden, die komplexe Bauteilgeometrien exakt nachbilden.
Wie sollten Ingenieure bei der Behebung von Kurzschüssen vorgehen?
Kurzschüsse treten auf, wenn das geschmolzene Kunststoffmaterial den Formhohlraum nicht vollständig ausfüllt. Dies führt zu unvollständigen Teilen.
Checkliste zur Behebung von Kurzschüssen
Um zu beheben Fehlersuche bei Kurzschüssen5, überprüfen Sie systematisch die folgenden Punkte:
- Materialzufuhr: Ist der Trichter leer oder ist der Zuführschlitz verstopft?
- Entlüftung: Eingeschlossenes Gas erzeugt Gegendruck, der das Füllen verhindert. Überprüfen Sie die Entlüftungsöffnungen (in der Regel 0,0005″ bis 0,0015″ tief).
- Spritzgeschwindigkeit/Spritzdruck: Wenn das Material vor dem Füllen erstarrt, erhöhen Sie die Einspritzgeschwindigkeit (Füllrate).
- Flussführer: Im Formdesign sollten Wandabschnitte leicht verdickt werden, um den Fluss in die zuletzt zu füllenden Bereiche zu fördern.

Welche Anwendungsszenarien werden für hochwertiges Formen empfohlen?
Die Aufrechterhaltung eines fehlerfreien Prozesses ist in bestimmten Branchen von entscheidender Bedeutung, in denen die Toleranzen eng sind und die Ästhetik im Vordergrund steht.
- Medizinische Geräte: Spritzen und Fläschchen dürfen keine Flash, da lose Kunststoffpartikel Flüssigkeiten kontaminieren können.
- Automobilinnenräume: Armaturenbretter und Panels müssen frei von Sinkflecken und Verzug um eine korrekte Montagepassung und ästhetische Attraktivität zu gewährleisten.
- Elektronik: Steckverbinder und Gehäuse erfordern eine präzise Füllung; Kurzschüsse können die elektrischen Isolationseigenschaften beeinträchtigen.

FAQ: Häufige Defekte im Spritzguss
F: Kann die Werkzeugtemperatur den Flash beeinflussen?
A: Ja. Höhere Werkzeugtemperaturen senken die Viskosität des Kunststoffs und erleichtern so das Fließen. Sinkt die Viskosität jedoch zu stark, kann das Material in die Spaltbereiche an der Trennlinie eindringen und somit Flash verursachen.
F: Warum treten Senkstellen in der Nähe von Rippen auf?
A: Rippen verleihen der Wandstärke Masse. Ist die Schnittstelle zwischen Rippe und Wand zu dick, hält dieser Bereich die Wärme länger zurück. Während die Mitte abkühlt und schrumpft, zieht sie die Oberfläche nach unten.
F: Wie beeinflusst der Gegendruck Kurzschüsse?
A: Ein niedriger Gegendruck kann zu einer ungleichmäßigen Schmelzedichte und zu einem unzureichenden Materialvolumen vor der Schnecke führen, was einen Kurzschuss zur Folge hat. Eine Erhöhung des Gegendrucks sorgt für eine homogene Schmelze.
F: Ist Verzug immer ein Kühlproblem?
A: Nein. Obwohl Kühlung die häufigste Ursache ist, kann Verzug auch durch übermäßigen Packdruck (der innere Spannungen erzeugt) oder eine schlechte Materialauswahl (Materialien mit hoher Schrumpfung wie Polyethylen [PE] verziehen sich stärker als Polycarbonat [PC]) verursacht werden.
F: Was ist der Unterschied zwischen einem Kurzschuss und einem Gasfänger?
A: Bei einem Kurzschuss fehlt es an Material. Ein Gasfänger (Dieseleffekt) tritt auf, wenn Luft nicht entweichen kann, komprimiert wird und den Kunststoff verbrennt. Gasfänger hinterlassen oft schwarze Brandspuren, während Kurzschüsse in der Regel saubere, abgerundete Kanten aufweisen, dort, wo der Fluss zum Stillstand kam.

Abschließende Gedanken
Die erfolgreiche Behebung von Spritzgussfehlern erfordert einen disziplinierten Ansatz bei den Prozessvariablen. Durch die Berücksichtigung eines strukturierten Leitfaden für Spritzgussdefekte, können Ingenieure isolieren, ob die Ursache im Fehlersuche bei Kurzschüssen Fließverhalten liegt, im thermischen Management, das für Vermeidung von Teilverzug, oder die für die Packung erforderlichen Parameter wie man Senkstellen behebt. notwendig ist. Ein ausgewogenes Prozessfenster minimiert Abfall und maximiert die Rentabilität.
- Dieser Leitfaden bietet einen umfassenden Überblick über die Kategorisierung von Fehlern und dient als Grundlage für Fehlerbehebungsprotokolle. ↩
- Praktische Techniken zur Nachbearbeitung, die entscheidend sind, um Teile zu retten, bei denen prozessuale Anpassungen den Flash nicht vollständig beseitigen können. ↩
- Eine maßgebliche Quelle für die thermodynamischen Aspekte der Kunststoffkühlung sowie für die Beziehung zwischen Wanddicke und Oberflächenvertiefungen. ↩
- Detaillierte Strategien zur Bewältigung differenzieller Schrumpfung und zur Kontrolle der Werkzeugtemperatur, um die Maßstabilität zu erhalten. ↩
- Konzentriert sich auf Strömungsmechanik und Entlüftungslösungen speziell für Probleme mit unvollständiger Füllung. ↩