Klíčová poznatka
– Analýza základní příčiny často ukazuje na trojúhelník “Proces–Forma–Materiál”; úpravy musí být izolovány pouze na jednu proměnnou najednou.
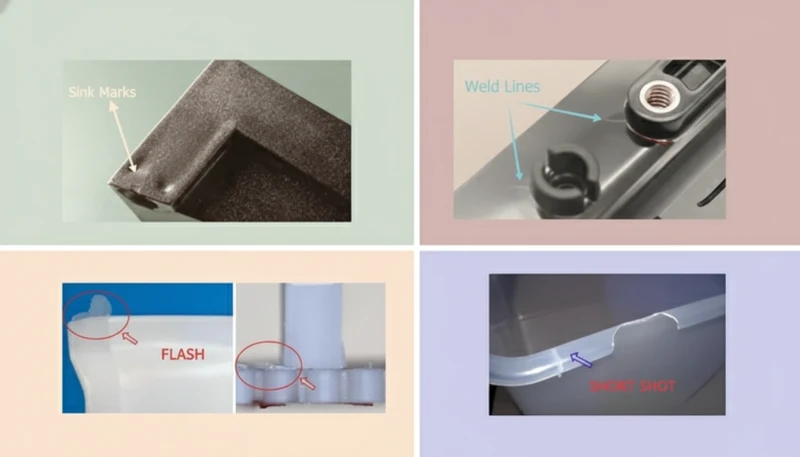
– Výron je obvykle problémem se sílou upnutí nebo s vyrovnáním nástroje, zatímco prohlubně vznikají v důsledku tepelného smršťování v tlustých oblastech.
– Deformace je způsobena diferenciálním smršťováním v důsledku nerovnoměrného chlazení nebo orientace vláken.
– Krátké vstřiky naznačují zadržování toku, což často vyžaduje zlepšení odvzdušňování nebo zvýšení teploty.
Jaký je vliv defektů na efektivitu vstřikování?
V průmyslu vstřikování plastů nejsou defekty pouze kosmetickým problémem; představují významné finanční ztráty, prodloužení cyklu a ohrožení strukturální integrity. Efektivní průvodce defekty vstřikování1 vyžaduje systematický přístup k identifikaci toho, zda problém pochází z parametry stroje, tedy návrh formy, nebo surovina charakteristiky.
Porozumění chování polymerů – například vysoké míry smršťování polokrystalických plastů jako polypropylen (PP) v porovnání s nižší mírou smršťování amorfních plastů jako akrylonitril-butadien-styren (ABS) – je klíčové pro řešení problémů.
Co způsobuje výron a jak ho lze odstranit z plastových dílů?
Záblesk (či ostrý hrbol) je únik taveného plastu z dutiny formy, který obvykle vzniká na dělicí linii nebo u vystřikovacích jehel. Vypadá jako tenký, nežádoucí plátek materiálu.
Analýza základní příčiny: Výron
| Kategorie | Možná příčina | Kontrola inženýrských parametrů |
|---|---|---|
| Proces | Vstřikovací tlak je příliš vysoký | Snížit vstřikovací tlak o 5–10%. |
| Proces | Uchycovací síla je příliš nízká | Ujistěte se, že tonáž upnutí je 2,5–5 tun na čtvereční palec promítané plochy. |
| Proces | Teplota taveniny je příliš vysoká | Snížte teplotu bubnu (sníží se viskozita). |
| Forma | Nesoulad dělící linie | Zkontrolujte, zda nejsou zbytky (plastové zbytky), které brání úplnému uzavření. |
| Forma | Prohnutí nástroje | Ověřte, zda jsou opěrné sloupy formy dostatečné. |
Zvýšení tonáže upnutí je vždy prvním a nejbezpečnějším řešením, jak eliminovat výron.Nepravdivé
Zatímco nízká tonáž upnutí způsobuje výron, její nadměrné zvýšení může rozdrtit odvzdušňovače, poškodit dělicí linii formy a zhoršit záchyt plynů. Nejprve optimalizujte tlak vstřiku a teplotu taveniny.
Snížení rychlosti vstřiku může pomoci eliminovat výron snížením tlaku v dutině v okamžiku plnění.Pravdivé
Pomalejší rychlost vstřiku snižuje intenzitu horka a špičkový tlak v dutině, čímž se snižuje síla, která se snaží formu otevřít.
Poúprava: Odstranění výronu
Ačkoliv cílem je prevence, odstranění výronu z plastových dílů2 je často nutnou sekundární operací.
- Ruční ořezávání: Použití nožů Exacto nebo škrabek (vysoké náklady na práci).
- Kryogenní odstraňování záblesků: Použití tekutého dusíku k ztvrdnutí výronu, následované trháním (efektivní pro dávkové zpracování).
- Robotické frézování: Pro velké automobilové díly vyžadující vysokou přesnost.
Jaké inženýrské řešení efektivně řeší prohlubně?
Vpadlé stopy jsou lokální prohlubně na povrchu dílu, obvykle se objevují nad silnými částmi, žebry nebo výstupky. Vznikají, když se vnitřní jádro plastu ochlazuje pomaleji než vnější kůže, což stahuje povrch dovnitř při smršťování.
Krok za krokem: Jak opravit prohlubně
- Ověření fáze balení: Zajistit držící tlak je dostatečně vysoké a aplikováno dostatečně dlouho (až do ztuhnutí vstupního otvoru). Obecné pravidlo zní, že doba balení by měla být o 1–2 sekundy delší než doba ztuhnutí vstupního otvoru.
- Zkontrolovat teplotu taveniny: Příliš vysoké teplo vyžaduje delší dobu chlazení. Snížte teplotu taveniny v rámci doporučeného rozmezí výrobce.
- Prohlédnout polštářek: Sledujte polohu polštáře šroubu. Pokud polštář vytvoří nulové dočerpání, nelze tlak přenést do dutiny.
Doporučení pro navrhování k prevenci prohlubní
Inženýři hledající, jak opravit prohlubně,3 musí často podívat na samotný design dílu.
- Pravidlo žebrování: Tloušťka žebra by měla být 40% až 60% sousední tloušťky stěny.
- Vyřezávání jádra: Odstraňte materiál ze silných částí, aby se udržela stejná tloušťka stěny.
- Umístění vstupu: Vstupní otvor umístěte do nejtlustší části dílu, aby tlak balení dosáhl oblastí náchylných ke smršťování.

Jaké strategie fungují pro prevenci deformace dílu?
Deformace je deformace tvaru dílu po vystřiku. Je způsobena diferenční smršťování– když se různé oblasti dílu smršťují různými tempy kvůli nerovnoměrnému chlazení nebo molekulární orientaci.
Řešení deformace: faktor chlazení
| Faktor | Popis | Strategie zmírnění |
|---|---|---|
| Rovnoměrnost chlazení | Jedna strana formy je teplejší než druhá. | Zajistěte oddělené chladicí okruhy pro jádro a dutinu. Cílejte na teplotní rozdíl (△T) přes formu menší než 5 °C. |
| Orientace vláken | Skleněná vlákna se orientují podle toku, což způsobuje anizotropní smršťování. | Upravte umístění vst. |
| Stres při vyjímání | Vyhození dílu, když je ještě příliš horký, způsobí jeho ohnutí. | Zvýšit dobu chlazení; zkontrolovat vyvažení vystřelovacího čepu. |
Chladicí kanály by měly být umístěny co nejdále od dutiny formy, aby se zabránilo tepelnému šoku.Nepravdivé
Chladičové kanály by měly být konformní nebo umístěny blízko povrchu dutiny, aby se zaručilo rychlé a rovnoměrné odstranění tepla, což je zásadní pro prevenci deformace.
Diferenční smrštění je hlavní příčinou deformace u vstřikovaných dílů.Pravdivé
Když se různé oblasti dílu smršťují různými rychlostmi kvůli nerovnoměrnému chlazení nebo rozdílné tloušťce stěn, vznikají vnitřní napětí, která vedou k deformaci.
Pro vysokopřesné průmyslové obory, jako je automobilový průmysl, je prevence deformace dílů4 často spojena s použitím konformních chladičových kanálů (3D tisknuté kovové vložky), které přesně kopírují složité geometrie dílů.
Jak by se měli inženýři přistupovat k odstraňování problémů s nedostatečným vyplněním formy?
Krátce vystříknuté díly Vznikají, když roztavený plast nevyplní dutinu formy úplně. To má za následek neúplné díly.
Checklist pro odstraňování problémů s nedostatečným vyplněním formy
K řešení odstraňování nedostatečných vstřiků5, systematicky kontrolujte následující:
- Přívod materiálu: Je nádoba prázdná nebo je podavač zablokován?
- Odventilace: Uzavřený plyn vytváří protitlak, který brání plnění. Zkontrolujte ventilační otvory (obvykle o hloubce 0,0005–0,0015 palce).
- Rychlost/tlak vstřiku: Pokud materiál ztuhne před plněním, zvýšte rychlost vstřiku (rychlost plnění).
- Vedoucí proudy: Při návrhu formy mírně ztlustěte stěnové části, aby se podpořil proud do míst, která se plní jako poslední.

Jaké jsou doporučené aplikační scénáře pro vysokokvalitní vstřikování?
Udržení bezporuchového procesu je zásadní v určitých sektorech, kde jsou tolerance velmi přísné a estetika má primární význam.
- Lékařské přístroje: Syringy a ampule nemohou mít záblesky, protože volné plastové částice mohou kontaminovat tekutiny.
- Automobilové interiéry: Přístrojové desky a panely musí být bez vpadlé stopy a deformace aby se zajistila správná montážní fit a estetická přitažlivost.
- Elektronika: Konektory a kryty vyžadují přesné vyplnění; krátce vystříknuté díly to kompromituje elektrické izolační vlastnosti.

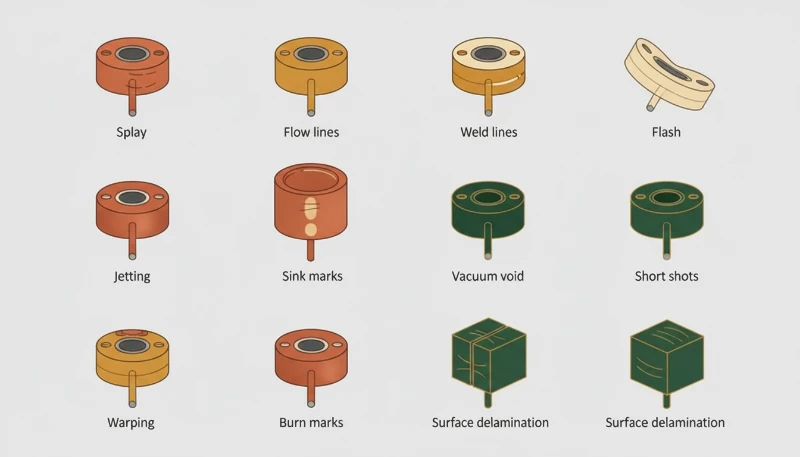
Často kladené otázky: Běžné vady vstřikování
Otázka: Může teplota formy ovlivnit výron?
A: Ano. Vyšší teplota formy snižuje viskozitu plastu, což usnadňuje jeho tok. Pokud viskozita klesne příliš nízko, materiál může prosakovat do mezer na dělicí linii a způsobit výron.
Otázka: Proč se objevují prohlubně u žebrování?
A: Drážky zvyšují hmotnost stěny. Pokud je křižovatka drážky a stěny příliš silná, ta oblast déle udržuje teplo. Když střed ochladne a smrští se, stáhne to povrch dolů.
Q: Jak vliv protitlaku na nedostatečné vyplnění formy?
A: Nízký protitlak může způsobit nekonzistentní hustotu taveniny a nedostatečný objem materiálu před šroubem, což vede k nedostatečnému vyplnění formy. Zvýšení protitlaku zajišťuje homogenní taveninu.
Otázka: Je deformace vždy problém s chlazením?
A: Ne. Ačkoliv chlazení je nejběžnější příčinou, deformace může také vzniknout kvůli nadměrnému lisovacímu tlaku (vytvářející vnitřní napětí) nebo špatnému výběru materiálu (materiály s vysokým smrštěním, jako je polyethylen (PE), se více deformují než polycarbonát (PC)).
Q: Jaký je rozdíl mezi nedostatečným vyplněním formy a plynovou pastí?
A: Nedostatečné vyplnění formy je nedostatek materiálu. Plynová past (dieselový efekt) vzniká, když vzduch nemůže uniknout, je stlačen a spaluje plast. Plynové pasti často zanechávají černé spálené stopy, zatímco nedostatečné vyplnění formy obvykle zanechává čisté, oblé okraje tam, kde proud ustal.

Závěrečné úvahy
Úspěšné řešení vad vstřikování vyžaduje disciplinovaný přístup k procesním proměnným. Díky referenci strukturovaného průvodce vadami vstřikování, mohou inženýři identifikovat, zda je základní příčina v odstraňování nedostatečných vstřiků dynamice toku, v tepelném managementu potřebném pro předcházení deformaci dílů, nebo parametry balení potřebné pro jak opravit prohlubně. Vyrovnáno procesní okno minimalizuje odpad a maximalizuje zisk.
- Tato příručka poskytuje komplexní přehled kategorizace vad a slouží jako základ pro protokoly odstraňování problémů. ↩
- Praktické techniky finální úpravy po procesu, které jsou zásadní pro zachování dílů, kde úpravy procesu nemohou úplně eliminovat výron. ↩
- Autoritativní zdroj o tepelné dynamice chlazení plastů a o vztahu mezi tloušťkou stěny a povrchovými propadlinami. ↩
- Podrobné strategie pro řízení diferenciálního smrštění a kontrolu teploty formy, aby se udržela rozměrová stabilita. ↩
- Zaměřuje se na mechaniku toku a řešení ventilace speciálně pro problémy s neúplným vyplněním formy. ↩